Нижняя подкладка. Они могут быть цельными или сборными. Сборное вытяжное кольцо состоит из трех частей. Два наружных кольца, между которыми расположено маслозаборное кольцо. Сначала необходимо установить его, а затем установить тонкие втулки.
Как выбить палец из поршня ваз 2106
Извлеките поршень и шатун из блока цилиндров (см. Замена вкладыша коленчатого вала).
。 и крышки шатунов имеют сталеалюминиевые оболочки.
Вкладыши подшипников удерживаются на месте фиксирующими выступами на пазах корпуса коленчатого вала.
Затяните шатун в тиски, ослабьте его и снимите верхний .
。 и нижние компрессионные втулки. При повторной установке метка «UP» или «TOR» должна быть направлена к днищу поршня.
На кольце может не быть надписи, но нижнее компрессионное кольцо всегда располагается косой стороной вниз.
Снятие кольца вкладыша.
Когда поршень установлен на перфорированном деревянном шпинделе или подвешен на грузе, вбивается штифт.
Соберите шатун и поршень в сборе в обратном порядке.
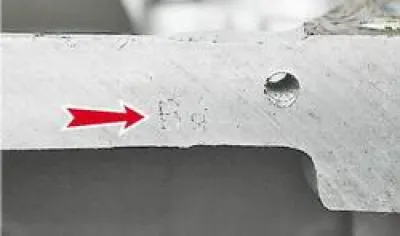
Установите новый поршень. Категория поршня обозначается буквой, а категория пальца — номером (см. таблицу соответствия деталей).
Зазор между поршнем и цилиндром на новых деталях составляет 0,05 — 0,07 мм. При износе максимально допустимый зазор составляет 0,15 мм. Правильно установленный и смазанный палец должен входить в отверстия поршня с усилием большого пальца и не выпадать из поршня в вертикальном положении.

Установив втулку на цилиндр, с помощью манометра проверьте зазор в головке цилиндра. Она должна составлять 0,25-0,40 мм для всех втулок. Если зазор слишком большой, втулки следует заменить.
Зазор между втулкой и канавкой поршня также должен быть проверен с помощью датчика. Для верхнего компрессионного кольца он должен составлять 0,045-0,077 мм, для нижнего кольца 0,025-0,057 мм и для скребка 0,020-0,052 мм. Максимально допустимый зазор при износе составляет 0,15 мм.
Установите втулки в пазы поршня, а затем сориентируйте их следующим образом
- сориентируйте замок верхнего компрессионного кольца под углом 45° к оси поршневого пальца,
- Совместите замок нижнего компрессионного кольца с замком верхнего компрессионного кольца в противоположном направлении,
- Замок рычажного кольца расположен под углом 90° по отношению к замкам на других кольцах. Его компенсатор должен быть расположен на противоположной стороне от замка самой втулки.
Нагрейте верхнюю часть стержня при температуре 240°C, зажав его в тисках.
Шпильку можно предварительно заморозить в морозильной камере.
Наденьте поршень на шатун и быстро запрессуйте палец с помощью дрели.
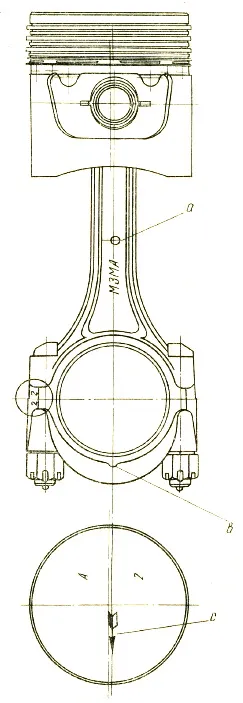
Цифры на шатуне и крышке, обозначающие номер цилиндра, должны находиться на одной стороне, чтобы совпадать.
Метка «P» на поршне должна быть направлена к передней части блока цилиндров.
Поршни — замена
Для этой работы потребуются скобы для извлечения поршневого пальца и обжима колец.
1. Поместите автомобиль в смотровую яму или на аэролифт (см. «Подготовка автомобиля к ТО и ремонту»).
2. Снимите головку блока цилиндров с двигателя (см. «Прокладка головки блока цилиндров — замена»).
4. Открутите гайки крышек шатунов (не снимая коленчатого вала) и вытолкните поршень и шатун из блока цилиндров (см. «Коленчатый вал — снятие и установка») 5.
5. Снимите сталеалюминиевый вкладыш полуподшипника с крышки шатуна.
На штоке и крышке нанесен номер цилиндра, на котором они установлены.
6. Поместите шатун в тиски и снимите два компрессионных кольца и одно очистительное кольцо с поршня расширителя.
7. Вытолкните палец из шатуна через шпиндель и извлеките поршень.

Выполните ту же процедуру для поршней остальных цилиндров.
Перед установкой поршня в сборе на шатун фитинги должны совпадать.
Подбор деталей шатунно-поршневой группы
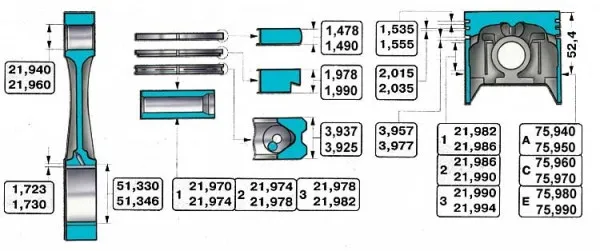
1. вставьте плунжер в цилиндр. Расчетный зазор между цилиндром двигателя и поршнем должен составлять 0,06-0,08 мм. Это определяется путем измерения цилиндра и поршня и обеспечивается путем отнесения поршня к той же категории, что и цилиндр. Максимально допустимый зазор составляет 0,15 мм. Диаметр поршня измеряется перпендикулярно поршневому пальцу на расстоянии 52,4 мм от днища поршня. Поршни выпускаются пяти марок (A, B, C, D и E) с наружным диаметром 0,01 мм и трех марок с диаметром отверстия под поршневой палец 0,004 мм. Поршни групп A, C и E предлагаются в качестве запасных частей. Категория поршня (буква) и категория отверстия поршня (номер) выбиты на нижней части поршня.
На стенке цилиндра поршня (рядом с выступом) имеется буква «P». Она должна быть обращена к передней части блока цилиндров, чтобы обеспечить правильную ориентацию поршня в цилиндре.
Диаметр цилиндра измеряется с помощью измерительного прибора в четырех зонах, как в продольном, так и в поперечном направлении на двигателе.
В области ленты 1 ролики практически не изношены. Поэтому для оценки износа цилиндра используется разница между измерениями первого и остальных ремней.

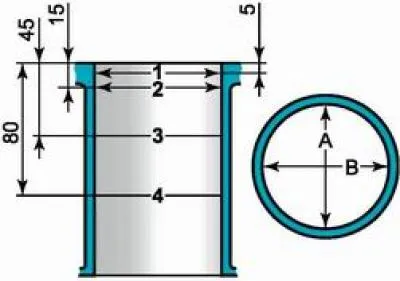
Схема измерения диаметра цилиндра: 1, 2, 3 и 4 — номера ремней, A и B — направление измерения.
Цилиндры имеют диаметр 0,01 мм и делятся на пять категорий A, B, C, D и E. Категория цилиндра указана на уровне под блоком.
2. Вставьте палец в поршень. Штифт крепится к верхней головке шатуна и свободно вращается на выступе цилиндра. Штифты делятся на три категории по внешнему диаметру на 0,004 мм. Категории обозначаются цветными метками на поверхности булавки. Первая категория — синяя, вторая — зеленая и третья — красная. Соосность поршневого пальца и поршня проверяется путем вставки поршневого пальца (смазанного моторным маслом) в отверстие поршня. Штифт плунжера должен фиксироваться простым захватом большим пальцем и не выпадать при вертикальном положении штифта.
3. проверьте зазор между канавкой и поршневым кольцом. Расстояние должно соответствовать значениям, указанным в таблице 8.1.3 (см. ниже). Если зазор слишком велик, канавка поршня будет быстро изнашиваться (ломаться).

Таблица 8.1.2 Размеры основных компонентов двигателя.
Поршень-цилиндр (для двигателя ВАЗ-2103)
Поршень-цилиндр (для двигателей ВАЗ-2106 и ВАЗ-21011).
Вторая категория (зеленые отметки).
Третья категория (красная маркировка)
Поршневой палец — верхняя головка шатуна
Таблица 8.1.3 Расстояние между канавкой и поршневым кольцом
Верхнее компрессионное кольцо — канавка поршня
Нижнее компрессионное кольцо — канавка поршня
Смазочное кольцо — канавка поршня
Таблица 8.1.4 Зазор поршневых колец
Верхнее компрессионное кольцо
Нижнее компрессионное кольцо
Для увеличения срока службы поршней некоторые производители обрабатывают фартуки поршней специальными нескользящими материалами. Такие материалы теперь доступны рядовому автовладельцу.
Разборка
Чтобы подготовиться к снятию головки блока цилиндров и головки, необходимо снять сиденье, бак, выхлопную систему и карбюратор (или корпус дроссельной заслонки). Не всегда необходимо снимать подрамник и подушки безопасности, но в большинстве случаев доступ к двигателю прост.
После удаления этих основных компонентов необходимо снять все остальные компоненты, прикрепленные к головке или цилиндру, такие как направляющие троса сцепления, башмаки свечей зажигания и другие электрические соединения.

Снятие подрамника и подушки безопасности
Затем снимите крышку распределительного вала и постепенно ослабляйте винты, пока он не расслабится. Убедитесь, что распределительный вал не полностью сжимает пружины клапанов. Сделайте это перед ослаблением крышки распределительного вала. Это можно сделать медленно, вращая коленчатый вал. После снятия крышки распределительного вала расслабьтесь и снимите цепь распределительного вала (ремень ГРМ). Это позволяет полностью освободить цепь ГРМ. Теперь распределительный вал можно полностью снять и аккуратно разрезать для проверки на наличие дефектов.

Выверните болты распределительного вала и направляйтесь к концу.
Это позволит винтам с головкой постепенно ослабнуть — не извлекайте их очень быстро, так как это может разрушить резьбу сильнее, чем агрессивная затяжка. Снимите головки, отложите их в сторону и осторожно обращайтесь с деталями. Затем проделайте то же самое с болтами цилиндра и аккуратно извлеките их. Когда ролик снят, поршень остается на шатуне (палец), что помогает удерживать его на месте, особенно при отделении цилиндра от поршня. Это довольно хороший процесс, так как отверстия можно закрыть тканью, предотвращая попадание внутрь мусора и незакрепленных аксессуаров.
В конце процесса разборки снимите поршневой ритейлер с помощью отвертки или маленького ключа. Выдвиньте штифт и снимите плунжер с малого конца соединительной планки. Этот процесс очень тонкий, поэтому будьте очень осторожны и сконцентрированы.
Опять же, часто возникают проблемы с извлечением поршня из пальца, особенно если поршень был создан. Штифт впрессован, и его бывает очень трудно извлечь. Поршни STK — это пример поршня, который идеально подходит для домашних машин и не вызовет никаких проблем у пользователя.
Очистка
Во время демонтажа все старые фланцы и поверхности должны быть очищены от масла, пыли и мелких остатков. Также следует очистить основание цилиндра, верхнюю и нижнюю части самого цилиндра и нижнюю часть головки, которая плотно прилегает к цилиндру.
Бритвенные лезвия успешно используются для очистки больших и особо сложных участков. Однако следует соблюдать осторожность, чтобы не оставить на поверхности глубоких бороздок или царапин. Кроме того, будьте осторожны с пальцами. Лезвия ножей легко отслаиваются от металлических поверхностей.
- Во-первых, не думайте, что невозможно оставить канавки на компактной металлической поверхности ролика с обычным лезвием — практика показывает, что все возможно.
- Во-вторых, для упрощения и ускорения процесса очистки часто используется наждачная бумага. Это не должно быть даже «нулем».
Окончательная очистка обычно включает использование чистящего карбюратора или аналогичного химического чистящего средства (на основе бензина, растворителя или спирта) и паруса для достижения идеально чистой, зеркально ровной поверхности.
Подготовка цилиндра
Перед заменой поршня необходимо подготовить цилиндр, проверить износ деталей и измерить его производительность. Убедитесь, что все параметры находятся в пределах спецификации (правильные спецификации см. в руководстве). Если цилиндр имеет минимальные отложения смолы на масляной основе, не имеет канавок и соответствует техническим характеристикам, он пригоден для замены поршня. Важно отметить, что в цилиндре нет нефункционирующего нормального поршня. Другими словами, если есть проблема с цилиндром, поршень выйдет из строя каким-либо образом — кольца погнутся (разрушатся), прогорят и т.д.
Рекомендуется ознакомиться с подробным инструктивным видео.
Для выравнивания стенок цилиндра всегда используйте алмазную шлифовальную щетку. Если вы не уверены в правильности выполнения работ по подготовке валика, обратитесь в авторитетную мастерскую, которая может выполнить подготовительные работы. В любом случае, работа с уже снятыми валиками во много раз дешевле, чем шлифовка на машине.
Поскольку в продаже имеются различные поршни, убедитесь, что размеры отверстия соответствуют размерам вставляемого поршня.
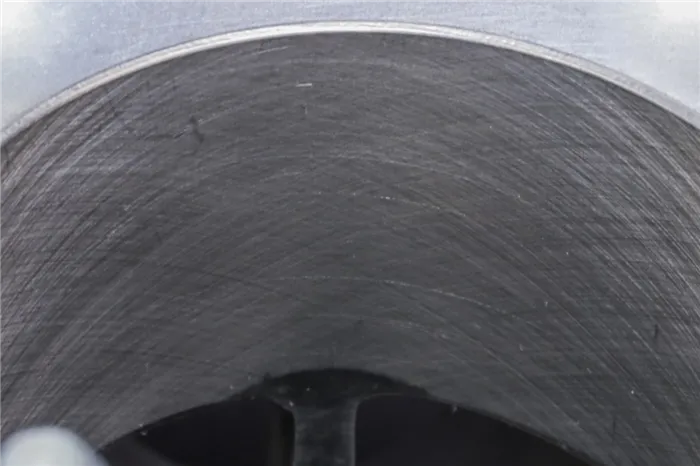
Цилиндр ВАЗ2106 готов к установке поршней СТК.
Проверьте, установлены ли замки поршневых колец в соответствии с инструкциями в руководстве, и если нет, установите замки в соответствии с рекомендациями в разделе «Установка поршневых колец».
Строение шатуна
Шатун имеет простую конструкцию, состоящую из следующих элементов
Шатуны — это прежде всего компоненты шатунов с поперечным сечением балки I. В некоторых моделях конический стержень имеет круглое, крестообразное, Н-образное или прямоугольное сечение. Шток имеет каналы для транспортировки масла к подшипникам головки поршня.
Головка поршня представляет собой цельный носик с гильзой внутри. Втулка представляет собой подшипник скольжения, предназначенный для вращения поршневого пальца. Гильза изготавливается из меди или стали и олова или свинца. Конструкция головки поршня зависит от размера поршневого пальца и способа его расположения. Чтобы уменьшить вес шатуна и, соответственно, нагрузку на поршневой палец, некоторые автомобильные двигатели оснащаются трапециевидными головками поршней.
Головка коленчатого вала — это механизм, соединяющий шатун и коленчатый вал. Большинство шатунов имеют разъемные головки коленчатого вала. Это связано со способом сборки двигателей внутреннего сгорания. Крышка головки снизу навинчивается на шатун. Иногда используется для крепления деталей головки с помощью ленты или булавок. Существует два типа суставов: прямые (расположенные под углом 90° к оси стержня) и боковые (расположенные под определенным углом к оси). Диагональные расщепления используются для уменьшения размеров V-образных двигателей.
Формованные поверхности головных шарниров создают препятствие при приложении боковых сил. Суставы могут быть взаимосвязанными или зубчатыми. Наиболее современным и популярным соединением является разъемное соединение. Это называется раздельной ссылкой.

Внутри головки шатуна коленчатого вала находится подшипник, состоящий из двух многослойных вкладышей. Количество слоев варьируется от 2 до 5 в каждом слое. Два и три покрытия являются наиболее часто используемыми покрытиями для подшипников. Два слоя изготовлены из стали с поверхностью трения. Три слоя также изготовлены из стали, а поверхности скольжения разделены специальными прокладками.
Снятие и установка шатунно-поршневой группы
Шатун нельзя снять отдельно от двигателя. Его можно снять только вместе с поршнем с помощью поршневого пальца и поршневого кольца, прикрепленных к шатуну. В некоторых случаях шатунная группа и поршень могут быть сняты без необходимости демонтажа двигателя с автомобиля. Хотя в некоторых случаях это может быть выгодно для экономии времени, рекомендуется выполнять этот ремонт на снятом двигателе, так как трудно выполнить высококачественный ремонт из-за чистоты, необходимой для этого ремонта. Кроме того, для выполнения этого ремонта необходимо снять головку блока цилиндров и масляный бак двигателя. Кроме того, при снятии головки блока цилиндров потребуется снять или отсоединить большинство проводов и вакуумных трубок.
Перед снятием шатуна и поршня в сборе снимите головку блока цилиндров и масляный бак двигателя в соответствии с инструкциями руководства по ремонту автомобиля. Инструкции по снятию шатуна и поршневой группы обычно подробно описаны в руководстве по ремонту автомобиля. Примечания, которые не всегда включаются в руководство, перечислены ниже.
Перед ослаблением гайки крышки шатуна найдите контрольную метку поршень/шатун на цилиндре, удерживающем шатун и поршень, и установите крышку шатуна напротив соединения шатуна. В редких случаях, когда таких знаков нет, применяйте их правильно самостоятельно. Крышка штока удерживается на месте только двумя гайками (болтами), но ослабляйте гайки постепенно, по одной за раз. При первом ослаблении гаек не поворачивайте их более чем на 1/4 оборота, желательно меньше. После ослабления гаек снимите крышку шатуна. Следите за тем, чтобы подшипники не выпали из крышки. Поскольку шатунные болты изготовлены из высокопрочной стали, необходимо использовать специальные материалы, чтобы уменьшить вероятность повреждения полированных поверхностей шатуна коленчатого вала и стенок цилиндра. Если такого ограждения нет, на винт следует установить трубу из мягкого материала соответствующего диаметра, как это обычно делается.
Чтобы извлечь поршень из цилиндра, расположите коленчатый вал так, чтобы подшипники коленчатого вала были совмещены с вертикальной осью цилиндра. Следите за тем, чтобы поршень и шатун в сборе не упали. Извлеките плунжер из прохода цилиндра, поддерживая его снизу и слегка постукивая по шатуну или болту деревянной ручкой молотка.
Сохраните все снятые детали, чтобы их можно было установить на место перед снятием. Это также относится к гайкам или вкладышам, даже если было принято решение о замене вкладыша. Некоторые неисправности двигателя можно определить по состоянию гильзы. Устанавливайте съемные компоненты только на чистые поверхности.
Внимательно осмотрите съемные компоненты и при необходимости уменьшите их.
В поршне проблема плавного перехода В.М.Т. в отверстие конструктивно решена смещением его на 1,2 мм относительно симметричной передней оси в движении. Поэтому на поршне имеется метка, стрелка или буква «P», определяющая сторону, которая должна быть обращена вперед при сборке.
Замена поршневых колец на электрических фрезерных станках

Поршневые кольца на электрических фрезерных станках заменяются по мере износа. Ή В случае отказа поршневой группы, когда двигатель не запускается.
Техника MotoBlock используется в основном летом. Тепло может привести к перегреву двигателя, особенно когда двигатель не находится в состоянии покоя. Системы вентиляции могут не справляться с охлаждением гильз цилиндров.
Причина неисправности
Последствия перегрева всегда одинаковы. Поршневые кольца слипаются. Это означает, что они прилипают к садовой стене. Они теряют свою эластичность. Они больше не прилипают плотно к стенке цилиндра. Компрессия в цилиндре снижается до самого низкого уровня, что обеспечивает искровое зажигание.
Компрессия значительно уменьшается. Это означает, что двигатель запускается и работает. В какой-то момент он запускается, но ничего не происходит. Есть искра. Топливо прибывает. Однако двигатель не запускается. Закачка топлива через отверстие свечи зажигания в камеру сгорания не дает никакого результата. Конечно, компрессию можно измерить. Однако это не всегда доступно. Это можно сделать хитрым способом, чтобы убедиться, что причиной отказа является низкая компрессия.
Для этого в камеру сгорания можно добавить небольшое количество моторного масла и закрутить двигатель так, чтобы масло достигло стенок гильзы. Затяните свечу зажигания и попробуйте запустить двигатель. Он запустится, а в некоторых случаях и заведется. Однако после этого он перестанет перезапускаться. Это происходит потому, что масло, добавляемое в камеру сгорания, заполняет изношенные части поршневой группы. И на короткое время увеличивает компрессию двигателя. Этого достаточно для начала воспламенения топлива. Двигатель начинает глохнуть.
Другими словами, при увеличении степени сжатия двигатель движется вперед. Таким образом, причина отказа кроется в компонентах поршневой группы. Как говорится, вскрытие показано.
Разборка двигателя
Чтобы добраться до поршневых колец, необходимо снять все, что было вставлено.
- Необходимо снять головку блока цилиндров.
- Боковые крышки.
- Снимите крышку с шатуна.
- Снимите шатун и поршень.
Чтобы снять головку блока цилиндров, снимите глушитель, снимите клапанную крышку и открутите четыре винта на крышке головки.

Снимите боковые крышки. Снимите шкивы. Ослабьте крепежные винты. Монтажный подшипник коленчатого вала и подшипник распределительного вала расположены на крышке. Поэтому они должны подниматься равномерно, без наклона. Подшипник коленчатого вала должен быть закреплен так, чтобы он не зацепился.

Ослабить крышку шатуна довольно сложно. Распределительные валы удобно снимать. Он не закреплен на внутренней опоре.

Ослабив крышку, поднимите шатун через гильзу цилиндра с помощью плунжера.
Замена поршня и поршневого кольца силового агрегата
Поршень нельзя снять с шатуна, можно заменить только поршневое кольцо. Если нет признаков выработки поршня и канавки поршневых колец не повреждены. В идеале плунжер не касается стенки вкладыша и поэтому не изнашивается. Газы, поступающие в картер двигателя через кольца, выравниваются подобно челноку для бадминтона. Затем он трется о стенку лайнера. Функционируют только кольца. Трение возникает только в том случае, если поршневая группа перегревается и изменяет форму поршня. Поэтому, если поршень не имеет серьезных повреждений, можно заменить только кольцо, оставив поршень на месте.
Замена поршневых колец на электрических фрезерных станках
На поршне расположены три кольца
Нижняя подкладка. Они могут быть цельными или сборными. Сборное вытяжное кольцо состоит из трех частей. Два наружных кольца, между которыми расположено маслозаборное кольцо. Сначала необходимо установить его, а затем установить тонкие втулки.
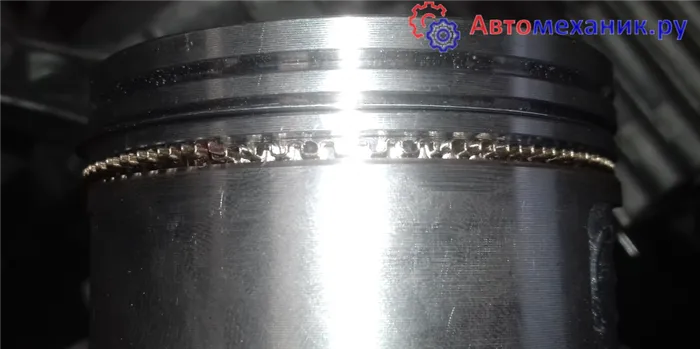
Среднее чугунное кольцо. Затем верхнее стальное кольцо.
На кольце есть метка, которая должна быть направлена вверх, когда кольцо вставлено. Они едва заметны. Но это необходимо. Кольца должны быть правильно расположены. Это связано с тем, что их структура должна противостоять газу. Это предотвращает изгиб колец под давлением.


Расположение колец на поршне электрического блока управления осложняется тем, что они очень малы и их трудно сжать, когда поршень опускается в гильзу. Для этой цели лучше всего предусмотреть специальный фюзеляж.
13.На карбюраторных двигателях проверьте и при необходимости скорректируйте момент зажигания (см. «Момент зажигания — проверка и регулировка»).
Особенности износа деталей поршневой группы
Поршневые кольца, поршневые фартуки и пальцы — это первые детали, которые подвергаются износу.
Кольца изнашиваются по наружному диаметру из-за трения о внутреннюю поверхность цилиндра, а по высоте кольца — из-за трения о поверхность канавки поршня.
Первое поршневое кольцо и первая поршневая канавка изнашиваются быстрее, поскольку это соединение работает в самых тяжелых условиях нагрева, трения и зарядки и часто плохо смазывается. Кольца обычно изнашиваются быстрее, чем канавки, теряют свою эластичность и ломаются из-за релаксации внутренних напряжений.
В канавках поршня наибольший износ наблюдается в нижней части, так как эта поверхность находится в постоянном контакте с кольцами (за исключением впускного тракта) и давление от колец увеличивается.
Новые поршневые кольца, установленные на изношенные цилиндры, деформируются гораздо быстрее, чем старые. Это объясняется тем, что кольца не прилегают к поверхностям канавок или ко всей поверхности цилиндра (из-за несоответствия геометрии), что приводит к быстрому увеличению удельного давления колец. Неравномерное распределение. Чтобы избежать этого, изношенные канавки восстанавливают на токарном станке и используют более высокие (отремонтированные) кольца.
Концы поршневых пальцев расположены внутри так называемых выступов, центральная часть которых находится в верхней головке шатуна. Для проверки износа этих компонентов измеряются их диаметры для определения фактического зазора между компонентом и штифтом, а также рассчитывается диаметр последнего в месте соединения с отверстием.

Если любое из измерений выходит за пределы допуска, поршень и палец необходимо заменить.
Из-за неравномерного износа отверстия в выступе поршня со временем приобретают овальную форму. Если размер отверстия не превышает стандартный размер, его форма корректируется путем увеличения до размера, соответствующего размеру ремонтного штифта большего диаметра. Диаметр верхнего кольца штанги также увеличен.
Износ фартука вызывает множественные царапины и увеличивает зазор между фартуком и стенкой цилиндра, повышая шум двигателя и расход масла.

Пределом износа является зазор примерно в 0,5% от диаметра цилиндра. Например, для диаметров цилиндра 50, 70 и 80 мм пределы губки составляют 0,25 мм, 0,35 мм и 0,4 мм соответственно.
Зазор измеряется в разных частях цилиндра — сначала в нижней части, где износ меньше, затем в центре, где износ наибольший. Измерения проводятся на датчике на расстоянии 5-10 мм от переднего или заднего нижнего края фартука поршня. Для получения полных изображений измерения можно также проводить с помощью индекатора.
Если зазор находится в допустимых пределах, плунжер необходимо заменить.
- Сколы, трещины или другие повреждения головки и краев зоны пламени обычно вызваны неправильным сжиганием воздушноогневой смеси.
- Неравномерное разрушение и деформация канавок поршневых колец вызывает сильную вибрацию колец, что приводит к повышенному расходу масла и взрыву картерных газов
- Засорение дренажных отверстий в нижних канавках колец, что приводит к утечке масла
Что нужно знать, приобретая новые поршни?
При выборе нового поршня всегда следите за тем, чтобы верхний диаметр (ближе к кольцам) был меньше нижнего. Другими словами, форма конуса.
Степень конусности поршней различных двигателей зависит от тепловых условий работы — чем они выше, тем больше форма конуса. Причина в том, что поршни нагреваются неравномерно (меньше в нижней части, меньше в юбке), и температура превращает конус в обычный цилиндр.
Диаметр зоны поршневого кольца указан на днище поршня. Однако при выборе нового аксессуара рекомендуется учитывать и другие, более высокие значения, например, диаметр в нижней части юбки. В этом случае вход будет более быстрым и безопасным.

Зазор между нижней частью фартука поршня и стенкой цилиндра должен составлять от 0,05 до 0,1 мм. Точное значение зависит от кубатуры цилиндра и определяется в руководстве по эксплуатации двигателя.
Зазор между поршнем и цилиндром можно легко проверить опытным путем. Детали нагреваются до 150 °C, поршень падает на роликовое полотно, и его положение контролируется. При нормальном зазоре поршень не блокируется и не падает, но и не проваливается. Он плавно опускается за счет собственного веса.
При выборе поршня обращайте внимание на марку и материал. Дешевые алюминиевые комплекты неизвестных производителей вряд ли прослужат долго. Дешевые сплавы, из которых изготавливаются эти поршни, не содержат силикона (который делает детали более прочными) и не имеют должного теплового расширения.
Поршни, изготовленные из высококачественных износостойких материалов, обеспечивают отличную работу двигателя и значительно увеличивают межсервисные интервалы.

Для увеличения срока службы поршней некоторые производители обрабатывают фартуки поршней специальными нескользящими материалами. Такие материалы теперь доступны рядовому автовладельцу.
Например, в двигателях внутреннего сгорания используется специальный состав — моденгин. Он подходит для промышленного и частного применения.
Для создания нового защитного слоя при износе поршневых ног и восстановления изношенных заводских покрытий можно использовать покрытие из смазки хардвик-флай (ATLP) с высоким содержанием дисульфида свинца и тонера.
Соединение высыхает за 12 часов при комнатной температуре. Перед использованием ATSP поверхность должна быть подготовлена с помощью специального активатора Modengy, который гарантирует отличное покрытие и долгий срок службы.
Помимо фартуков поршней, покрытия Modengy для двигателей внутреннего сгорания применяются для защиты от попадания топлива на распределительные и коленчатые валы, газовые клапаны, зубчатые колеса и стержни клапанов.
Как заменить поршень самостоятельно?
Самостоятельный контроль состояния группы Roller-Lemongrass и диагностика возможных неисправностей требуют навыков и знаний.
Поршни можно осмотреть и заменить, не снимая двигатель с автомобиля.
- Слейте внутреннее масло и приступайте к разборке головки блока цилиндров.
- После снятия головки блока цилиндров и поддона тщательно проанализируйте состояние головки блока цилиндров. Если проблема существует, удалите фланец и все оставшиеся частицы, прилипшие к блоку роликов.
Убедитесь, что нагар удален с верхней части цилиндра (например, с помощью лимба). В противном случае удалите плунжер, чтобы проверить, есть ли проблема.
- Измерьте диаметр цилиндра с помощью измерительного прибора и проверьте отверстие. Поверните коленчатый вал, чтобы найти глубокую вертикальную канавку.
- Извлеките весь контейнер для масла. Открепите опору двигателя, поднимите коленчатый вал, открутите контейнер и извлеките емкость для масла.
- Слейте оставшееся масло и проверьте дно на наличие металлических остатков (кольца, проставки цепи и т.д.).
- Если на дне картера нет металлического осадка, внимательно изучите масляную пленку. Если свет не светит, это означает, что втулка изношена и требует замены.
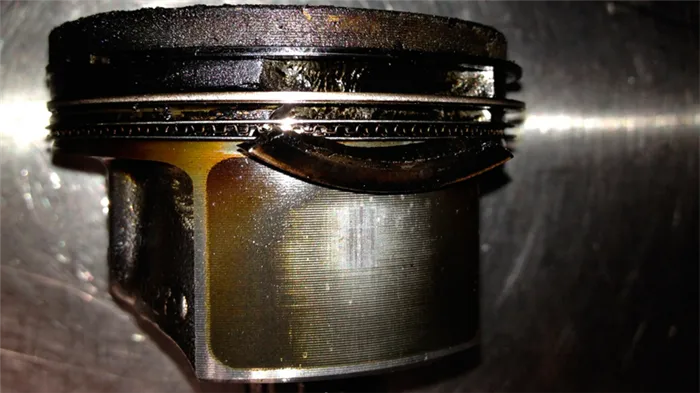
- Осторожно снимите плунжер вместе с поршневым штоком и кольцом и проверьте его состояние. Если фартук имеет глубокий развал, прогар в районе верхнего компрессионного кольца, больший, чем поверхность, допускается загнивание в верхней канавке поршневого кольца — плунжер следует заменить.
- Чтобы отделить плунжер от штуцера, удалите зону износа из отверстия в проталине, извлеките поршневой палец с помощью пресса, поднимите плунжер из штуцера и при необходимости удалите бронзу с помощью той же пресс-втулки.
Поршень, поршневой палец и верхняя втулка головки цилиндра шатуна обычно заменяются вместе.
Эксплуатация автомобиля с признаками износа может привести к повреждениям, требующим значительного ремонта, что приведет к повышению цен.
Как устанавливаются поршни в сборе с шатунами в цилиндры правого и левого рядов камаз 740
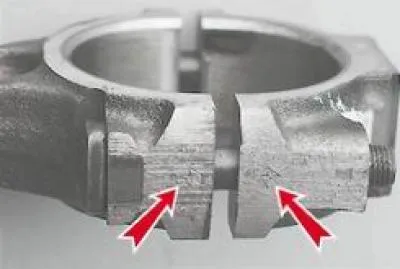
Предупреждение.
Перед снятием комплекса поршня и шатуна из цилиндра или установкой комплекта шатунов убедитесь в отсутствии зелени на теле шатуна под головкой шатуна. Обрезки необходимо удалять лезвием, чтобы не повредить поверхность цилиндра.
Обратите внимание, что головки болтов шатуна также выступают из тела шатуна. Это может привести к повреждению поверхности цилиндра. Поэтому при разборке и восстановлении необходимо следить за тем, чтобы головки шатунных болтов находились в правильном положении.
Ремонт шатуннопоршневой группы Камаз
Он также помогает передавать тепло от поршня к цилиндру.
Маслоочистительное кольцо используется для удаления избыточного масла с поверхности цилиндра и предотвращения его попадания в камеру сгорания.
Ослабьте четыре винта головки и снимите головку цилиндра. 2.2.


Снимите картер двигателя и фланец картера.2. 4.4.

Ослабьте гайки болтов шатуна и снимите крышку шатуна. 4.
Если крышка тугая, постучите по ней легким молотком. Снимите корпус подшипника шатуна с крышки.
5. вдавите плунжер в цилиндр, пока он не выйдет из цилиндра, и извлеките его вместе с шатуном.
Снимите корпус подшипника конического стержня с конического стержня.
При извлечении поршня и шатуна из цилиндра соблюдайте осторожность, чтобы не повредить поверхность цилиндра.


Проверьте насечки на шатуне и крышке шатуна. Если маркировка не видна, запишите номер цилиндра на планке и крышке.
6.Таким же образом извлеките оставшийся поршень и шатун.
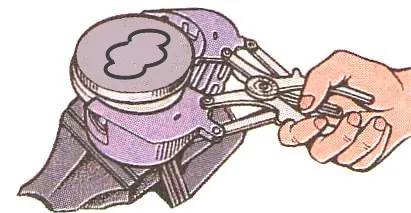

7.Снимите поршневые кольца с помощью экстрактора.
8.Снимите стопорные кольца с обеих сторон поршня.
9.Нагрейте плунжер в масляной ванне и извлеките штифт плунжера из шатуна. Перед этим обратите внимание на положение шатуна относительно плунжера.
10.Таким же образом снимите оставшийся поршень с шатуна.

11.После разборки очистите все детали бензином. Удалите все углеродистые отложения с поршня. Очистите канавки поршневых колец старыми поршневыми кольцами или кусками колец.

12.Чтобы уменьшить зазор в поршне при сборке двигателя, выбирая вариант поршня, убедитесь, что производительность над уплотнительной поверхностью гильзы составляет 0,5. 0,7 мм.
Индикаторы варианта поршня (10, 20, 30, 40) отображаются на днище поршня и на неработающей стороне гильзы.
Свободный диаметр поршневого кольца больше диаметра цилиндра, поэтому при установке оно вдавливается в стенку цилиндра.
Кольцо образует лабиринтное уплотнение с малым зазором в канавке поршня.
Газ, попадающий в этот лабиринт сверху поршня, снижает давление и скорость, вдавливая кольцо в стенку цилиндра.
Сборка двигателя КАМАЗ
Перед установкой в блок цилиндров коленчатый вал динамически балансируется относительно центрального вала балансира. Перед балансировкой на каждый подшипник помещается масса (8525 ± 1) г. Центр тяжести гири должен быть совмещен с осью кривошипа. Допустимый дисбаланс не должен превышать 80 г. Дисбаланс можно устранить, просверлив отверстия в противовесе, интегрированном с валом, и удалив металл.
- Непосредственно перед установкой коленчатого вала смажьте корпус коренного подшипника и вал коренного вала чистым дизельным топливом.
- Вставьте нажимную шайбу вала в последний паз пьедестала коренного подшипника так, чтобы рифленая сторона была обращена к нажимной поверхности вала. Винты крепления крышки коренного подшипника необходимо затягивать сначала с правой стороны блока цилиндров, затем с левой стороны с моментом затяжки 90-120 Н*м и, наконец, с моментом затяжки 210-235 Н*м.
Сборка и установка зубчатой передачи
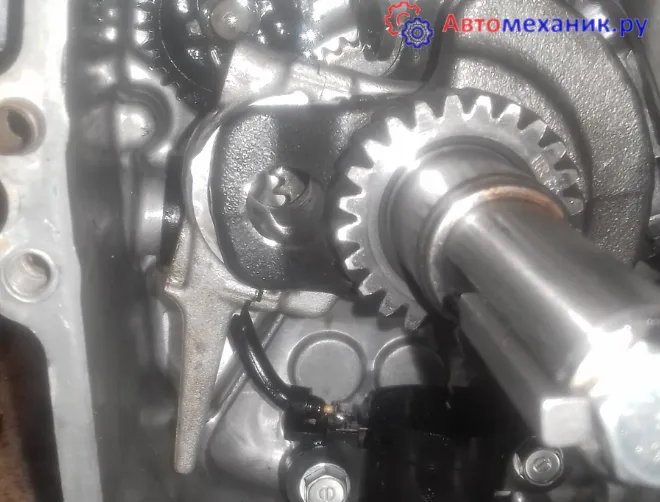
Перед установкой в блок цилиндров распределительный вал собирается вместе с задним корпусом подшипника и звездочкой распределительного вала. Перед монтажом вал и втулка корпуса должны быть протерты ветошью и смазаны чистым дизельным маслом. (После предварительного нагрева до (100 + -10)°C шестерня прижимается к валу до упора. Зазор между шестерней и корпусом подшипника должен составлять 0,25-0,30 мм.
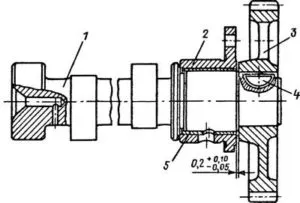
Рис. 64.Распределительный вал в сборе
1 — распределительный вал; 2 — корпус подшипника; 3 — шестерня распределительного вала; 4 — зубчатая передача; 5 — подшипник
Перед установкой распределительного вала в блок цилиндров внутренние поверхности втулок подшипников и посадочные места подшипников распределительного вала смазываются чистым дизельным топливом. Распределительный вал должен быть установлен аккуратно, не повреждая поверхности втулок.
Установите компоненты зубчатой передачи, которые передают усилия от распределительного вала к рычагам распределительного вала. Направляющие в сборе с заглушками устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Винты затягиваются с моментом 70-90 Н*м.
Перед установкой в блок цилиндров стержни вытираются, а края смазываются чистым дизельным маслом. Узел рычага должен легко скользить по штифтам и болтам рычага без ударов. Кронштейны должны быть расположены так, чтобы шарик установочного винта был совмещен с краем кронштейна. Установочные винты должны быть вкручены в рычаг распределительного вала до упора.
Установка звездочек распределительного вала с заднего конца блока цилиндров
Установка звездочек распределительного вала на задней стороне блока цилиндров
Шестерни распределителя устанавливаются в соответствии с метками, как показано на рисунке. 3。
Затяжка болтов, крепящих вал ведущей звездочки распределительного вала к блоку, производится в 2 этапа (предварительный и окончательный) моментом затяжки 50-60 Н*м.
Крепежный болт подшипника распределительного вала затягивается моментом затяжки 90-100 Н*м.
Зазор в зацеплении зубчатых колес в рабочем положении двигателя составляет 0,1-0,3 мм. Измерьте датчиком в 3 точках.