Что касается объема ресивера, то 24-50 литров – золотая середина между компактностью и частотой включения при непрерывной работе. Этого вполне достаточно даже профессиональным ремонтникам.
Как прочистить дюзы (сопла) печатающей головки — эффективные способы для принтеров Epson, HP, Canon и других
Рано или поздно принтер может плохо печатать, например, пачкать бумагу, оставлять черные или белые полосы, будут заметны искажения цветов. Такое часто происходит из-за отсутствия мер профилактики при интенсивной, частой печати. Элементы аппарата могут засоряться, а, если говорится, про струйный принтер, картриджи которого заправляются жидкими чернилами, то последние подвержены засыханию, как в самом картридже, так и на детали, через которую чернила поступают на лист бумаги – печатающей головке.
Данный элемент, в зависимости от марки и модели принтера, может быть встроенным в картридж (несъемным) и наоборот. В обоих случаях можно восстановить работу детали, хорошо прочистив ее одним из предложенных способов ниже.
Не важно, какой у вас принтер, Epson, Canon, HP, или вовсе говорится про многофункциональное устройство (МФУ), ведь разница будет лишь в конструкции. А в материале мы описали различные способы, которые помогут почистить головку принтера в домашних условиях в самых разных ситуациях. С помощью размещенных изображений и видео, наверняка, сможете понять, какой из способов подходит именно вам.
Когда нужна прочистка
- При запуске теста дюз на листе пропускается часть изображения, видны белые полосы при печати, неправильно передаются цвета или один из них вовсе отсутствует. Такие признаки засорения бывают при очень интенсивном использовании принтера.
Прибегать к чистке ПГ нужно в крайнем случае, поскольку причиной снижения качества печати может быть не только ее засорение, но и:
- воздушная пробка;
- неправильное положение головки;
- чрезмерное давление, вызванное установкой СНПЧ выше уровня головки;
- выход из строя пьезокристаллов из-за перегрузки принтера (Epson);
- перегрев нагревательного элемента (НР).
Если на дисплее высвечиваются системные ошибки, мигают индикаторы картриджа или подается информация об окончании чернил, промывать головку не нужно. Даже при частой и интенсивной печати чистка делается не чаще раза в квартал.
Сначала подготовьте рабочее место. Оптимальным является простой письменный стол. Чтобы его не загрязнить, застелите поверхность старыми газетами или бумагой в несколько слоев.
Для чего нужны дюзы
Это небольшие отверстия, через которые вытекают чернила. Последние используются для распечатывания текста или фото. Принтер дает определенную команду соплам, благодаря чему чернила вытекают только в определенный момент (например, необходимо пропустить пробелы или абзацы). Если отверстия забились, качество текста ухудшается. Тогда их необходимо прочищать.
Справка! Количество сопел в одном устройстве может быть больше ста, а в современных дорогих моделях больше тысячи.
Как использовать
Дюзы используются в процессе распечатывания документов. Но можно проверить и сами отверстия:
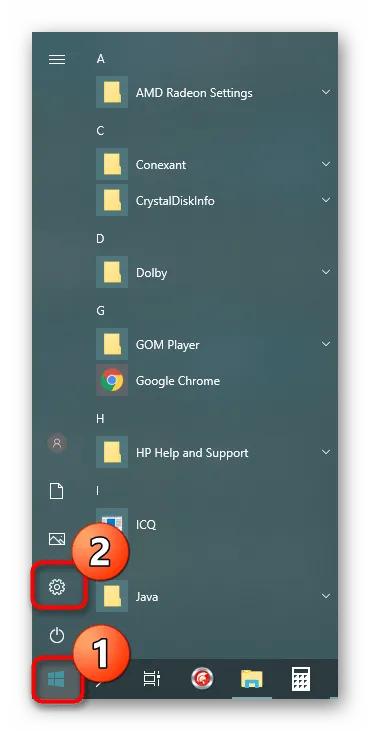
- Заходим в «Пуск».
- Открываем «Панель управления».
- Переходим во вкладку «Принтеры и факсы». (в зависимости от версии Windows может называться Устройства и принтеры).
- У нас откроется окно. Ищем на нем наше устройство. Если прямо сейчас устройство подключено к компьютеру, его наименование должно выделяться жирным. Но помните, компьютер выделяет все устройства, которые на данный момент подключены к нему.
- Находим нужный нам принтер. Нажимаем на названии правой клавишей мыши. Выбираем «Настройка печати».
- У нас открывается окно, где нужно перейти во вкладку «Сервис» (чаще всего пятая в ряду вкладок).
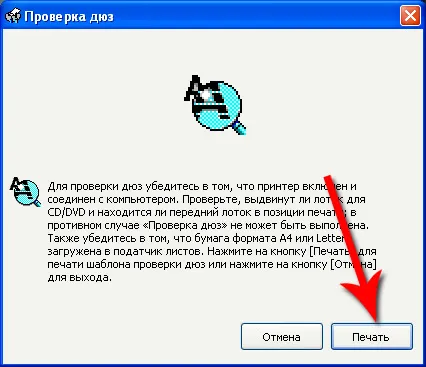
- Там будет несколько кнопок. Ищем «Проверка дюз». Читаем описание к ней.
- Нажимаем на кнопку.
- У нас откроется информационное окно. После ознакомления необходимо нажать «Печать».
- На последнем окне высвечивает «Эталон теста дюз». Там покажет, если они нуждаются в прочистке. У нас есть две кнопки – «Готово» и «Прочистить».
- Если они очищены, у нас должен распечататься документ. Если нет, нажимаем на кнопку «Прочистить».
Делать несколько прочисток подряд не рекомендуется, поскольку есть риск забить счетчик памперса. Рекомендуется делать вторую очистку через пару часов после первой. Чаще всего качество документа уже становится хорошим.
Как показывает практика, самая высокая эффективность покраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Какие бывают дюзы (по типу пайки игл)
Классификация размеров – как для обычных тату-игл: наконечник Round 5 полностью соответствует 5RL.
При необходимости можно найти «экзотические» диаметры.
При работе с 5RL диаметром меньше 0,3 предпочтительнее выбрать наконечник Round 3.

- Round (круг, круглый) – имеет круглую форму.
- Round Liner. Основная задача – первичный контур рисунка.
- Flat (плоский) – плоский по форме. Применяются в работе с флэтами (плоскостями) тонировании и закраской.
- Diamond (ромбовидный) – по форме напоминает ромб. Годны для серии Round Shader (для теней).

Виды тату-наконечников (дюзов):
- Стерильные одноразовые – простые, надежные, удобные. Извлекаются из стерильной упаковки во время сеанса. После использования сразу утилизируются.
- Стальные – стерилизуются самостоятельно в специальном пакете, который открывается при клиенте. Всегда отлично отполированы. Стоят дороже, чем одноразовые.
- Одноразовый держатель с наконечником – не стерилизуется. Они легче, чем стальные, но стоят дороже.

По материалу чаще востребованы краскопульты с пластиковыми бачками. Они подходят для водоэмульсионных и акриловых красок, обладают меньшим весом, чем металлические и помогают следить за остатками внутри.
Выбор
В большей степени качество нанесения краски зависит от правильно подобранного сопла для краскопульта. При выборе устройства в первую очередь следует ориентироваться на вид предполагаемых работ.
Так, электрический вариант подходит для обработки таких поверхностей, как:
Для окрашивания автомобилей, холодильников, прицепов и других похожих поверхностей идеально подходит пневматический вариант.
На механическом лучше остановить выбор в том случае, когда необходимо поклеить обои или выполнить побелочные работы.


Не менее важно правильно выбрать диаметр сопла для краскопульта.
Так, в зависимости от используемого вещества диаметр отверстия должен быть разным.
Для базовых эмалей хорошим вариантом будет диаметр от 1,3 до 1,4 мм.
Акриловые эмали и прозрачные лаки — не менее 1,5 мм. Такой же диаметр можно использовать при нанесении на поверхность жидких первичных грунтов.
Грунты-наполнители хорошо наносятся через сопло диаметром от 1,7 до 1,8 мм.
Для жидких шпатлевок подходит сопло от 2-х до 3-х мм.
Для антигравийных покрытий диаметр должен быть не менее 6 мм.
В случае неправильно подобранного сопла вещество будет наноситься некачественно.
Кроме того, отверстие может засориться, и устройство полностью выйдет из строя.
Прежде чем приступить к ознакомлению со следующими методами, следует знать, что такую операцию следует проводить только при необходимости, так как она отрицательно влияет на картриджи, ускоряя их износ. Поэтому обязательно провести анализ, который мы продемонстрируем в первой версии.
Бачок краскопульта – Верхний или Нижний, Пластиковый или Металлический
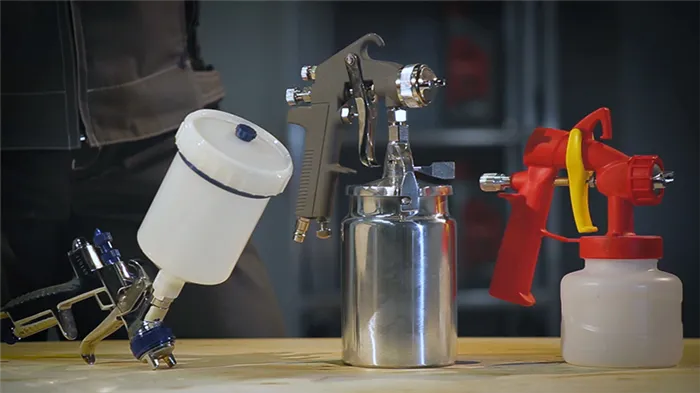
Расположение бачка существенно не отражается на работе пневматического аппарата для покраски. Вариант с нижним бачком выбирают те, кому так удобнее работать. Его можно поставить на поверхность, и он не загораживает обзор мастеру. Что же касается верхнего – он использует всю краску до последней капли.
По материалу чаще востребованы краскопульты с пластиковыми бачками. Они подходят для водоэмульсионных и акриловых красок, обладают меньшим весом, чем металлические и помогают следить за остатками внутри.
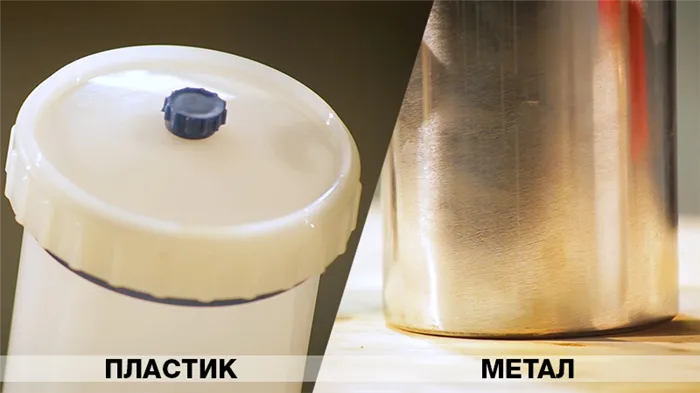
А теперь, внимание! Металлические варианты обязательны для красок на основе растворяющего вещества. Они тяжелее, но здесь выбор обусловлен необходимостью. Это стоит запомнить.
Объем бачка выбирают на свое усмотрение. Кому-то понравится работать больше времени без обновления краски, а кто-то решит, что большой вес станет помехой в работе.
Выбор компрессора для краскопульта по производительности и объему ресивера

Ну и, конечно, возможностей вашего компрессора должно хватать для обеспечения краскопульта. Работа со слабеньким компрессором отразится на качестве покраски – в виде капель и подтеков.
Напомним основную формулу соответствия компрессора и пневмоинструмента: производительность компрессора на выходе должна быть на 20 процентов больше среднего расхода воздуха краскопультом.
Для краскопульта MASTER G 600 с расходом воздуха 198 л/мин нужен компрессор с производительностью на выходе 198 л/мин + 20% = 238 л/мин.
Так как производитель обычно указывает производительность на входе, то нужно применить коэффициент понижения. Для ременного компрессора это 0,75, для коаксиального 0,65.
То есть нам нужен коаксиальный компрессор 238/0,65= 366 л/мин или ременной 317 л/мин.
Что касается объема ресивера, то 24-50 литров – золотая середина между компактностью и частотой включения при непрерывной работе. Этого вполне достаточно даже профессиональным ремонтникам.
Вопрос регулировки краскопульта сводится к выбору правильного баланса «воздух — материал». При правильно подобранном соотношении эти параметры позволяют получить максимально равномерный окрасочный факел по всей ширине, и такое же равномерное распределение лакокрасочного материала по поверхности.
Как прокачать чернила на принтере Epson l210?
- Запустите утилиту принтера и выберите Проверка дюз.
- Щелкните «Печать.
- Затем принтер начнет печать тестовой страницы. Полученная страница сравнивается с изображением на экране.
Все мы знаем, что в Windows для Epson есть утилиты, которые поставляются с драйверами и позволяют прочистить забитые дюзы (расплывчатая печать, печать без определенного цвета) и протестировать принтер. Хочу вас обрадовать, что в Epson есть аналогичные утилиты. Один из них — escputil. Также есть утилита printhelp, но она доступна только для Ubuntu. В этой статье мы поговорим о escputil.
Команды:
-c | –Clean-head Очищает головку принтера.
-n | –Nozzle-check (Проверка дюз) Печать шаблона проверки дюз Пробелы в шаблоне указывают на грязные или забитые дюзы. Если есть зазоры, необходимо почистить головку принтера.
-a | –Align-head Калибровка головки принтера. ВНИМАНИЕ! Неправильное использование этой функции может привести к плохому качеству печати и / или повреждению принтера.
-s | –Status Отображает состояние принтера.
-i | –Ink-level Показывает уровень чернил в принтере. Для этого требуются разрешения на чтение и запись для печатающего устройства.
-e | –Extended-ink-info Получите подробную информацию о чернилах в принтере. Для этого требуются разрешения на чтение и запись для печатающего устройства.
-d | –Identify Получить информацию о марке и модели принтера. Для этого требуются разрешения на чтение и запись для печатающего устройства.
-X | –Reset-ink Сбрасывает уровни чернил. Для этого требуются разрешения на чтение и запись для печатающего устройства.
-l | –Лицензия Отображает условия лицензии / гарантии для этой программы.
-M | –List-models Список доступных моделей принтеров.
-h | –Справка Распечатайте эту справку.
Прежде чем приступить к ознакомлению со следующими методами, следует знать, что такую операцию следует проводить только при необходимости, так как она отрицательно влияет на картриджи, ускоряя их износ. Поэтому обязательно провести анализ, который мы продемонстрируем в первой версии.
Способ 1: Программная чистка дюз
Драйвер принтера имеет встроенные средства обслуживания, в том числе функцию очистки сопел. Он запускается вручную и длится несколько минут, после чего вы сможете узнать результат. Давайте подробнее рассмотрим этот процесс:
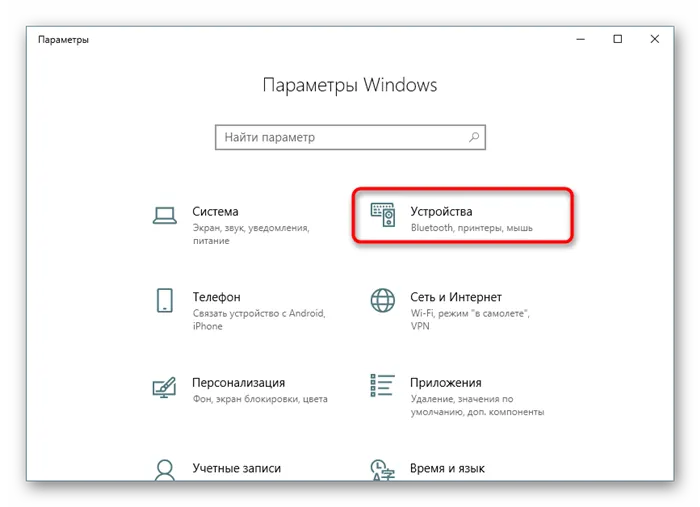
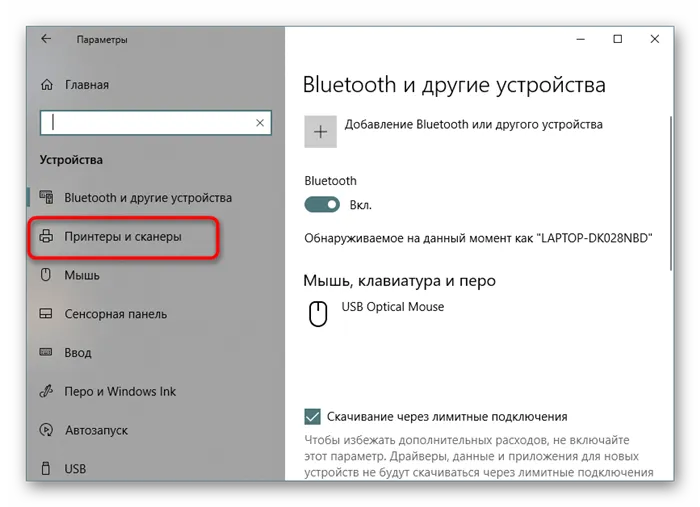
Здесь вам нужно будет найти раздел «Устройства».
В нем используйте левую панель, чтобы перейти в раздел «Принтеры и сканеры».
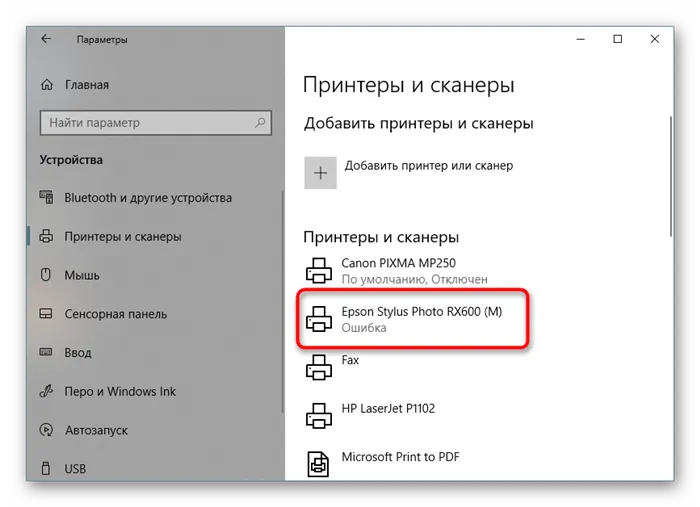
Щелкните левой кнопкой мыши нужный принтер Epson.
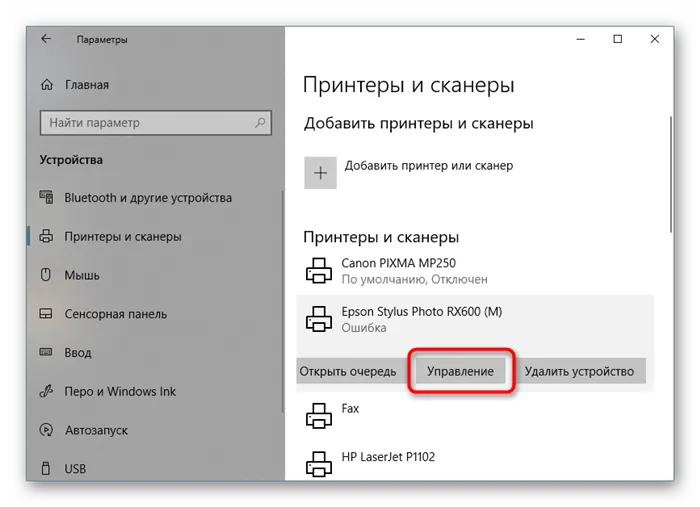
Нажмите появившуюся кнопку «Управление».
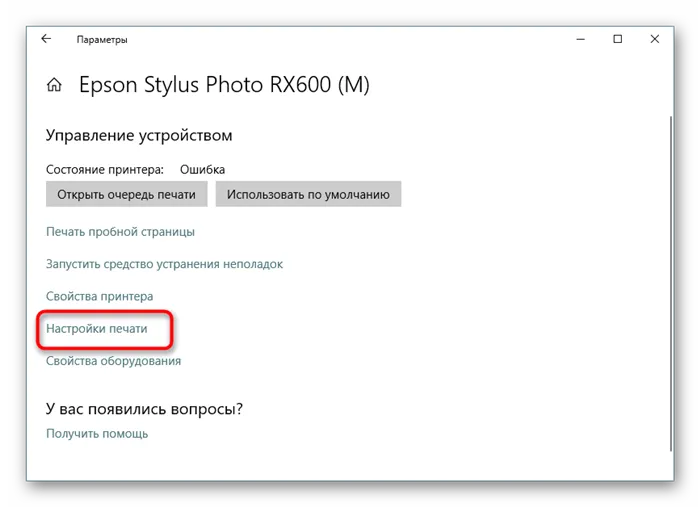
Откройте категорию «Параметры печати».
Допустим, мы купили на рынке недорогой краскопульт с единственной «маркой» «Professional», и больше никакой информации о данном пистолете нам не известно — ни типа, ни рекомендаций по настройке, ни даже фирмы-производителя. В таком случае определить давление на входе можно опытным путем.
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
- тест правильности формы отпечатка факела;
- тест на равномерность распределения краски в факеле;
- тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
- Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
- Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
- Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
- Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
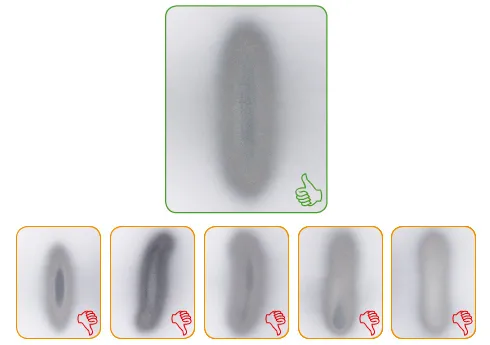
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Об остальных причинах некорректного распыления подробнее читайте здесь.
Для опытного маляра важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). Исходя из этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и выбрать оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Тест на равномерность распределения краски в факеле
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центре факела. Образцы правильного и неправильного распределения материала приведены ниже.
Резюме
- При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
- При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
- Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
- Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
- Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.