Помимо признанных стандартов ГОСТ для косозубых соединений, существуют и другие конструкции компонентов. В немецких машинах, например, существуют параметры DIN, которые соответствуют стандартам, разработанным Немецким институтом стандартизации. Для экспортных машин также предусмотрена маркировка винтовых муфт в соответствии с международным стандартом ISO.
Как обозначаются шлицы на чертеже
Шлицевые муфты на практике доказали свою надежность и прочность. Основание зуба шире и не может сломаться даже при динамических нагрузках. Смятие происходит только при очень высоких нагрузках, так как шлиц имеет большую площадь контакта, чем другие шлицы.
В отличие от прямых зазубрин, которые рассчитываются на сдвиг и испытываются на сдвиг, спиральные зазубрины имеют большую площадь контакта и рассчитываются на сдвиг, а затем испытываются на сдвиг. Меньший размер поперечного сечения вала обычно является решающим фактором при выборе типа муфты для спиральных муфт. Именно здесь возникают наибольшие нагрузки. Крутящий момент, динамические удары и вибрации, которые он может выдержать, не являются критичными для зубов.
Конструкция цилиндрического вала такая же, как у цилиндрической шестерни с таким же радиусом и сечением. Резка производится на том же оборудовании с помощью режущих инструментов. В отличие от прямых шлицев, которые требуют выбора отдельного инструмента для каждого диаметра вала, спиральные шлицы нарезаются одной фрезой с соответствующим устройством.
В обозначении спирального соединения обе соединяемые части имеют свои собственные обозначения:
Читайте также: Какие бывают виды ремней безопасности: различия между типами.
Спиральные соединения с зазубренными зубьями центрируются на спиральной стороне зуба, реже — на большем диаметре. Выравнивание по внутреннему измерению в полости спирали на практике не практикуется. Зубчатые соединения каждого типа выравнивания характеризуются следующими особенностями:
- боковым поверхностям – D×m×9H/9g ГОСТ 6033-80;
- наружному диаметру – D×H7/g6 ГОСТ 6033-80;
- внутреннему –iD×m×H7/g6 ГОСТ 6033-80.
D — наружный диаметр, который имеют винтовые валы до нарезания зуба,
i — указывает на выравнивание по внутреннему размеру спирали,
H и g обозначают соответствующими цифрами категорию точности обработки.
Можно найти таблицу размеров косозубых шестерен с параметрами Din. Это означает, что соединение выполнено в соответствии со спецификациями Немецкого института стандартов. Они частично соответствуют международному стандарту ISO и имеют передаточные таблицы.
В дополнение к неподвижным звеньям изготавливаются также скользящие звенья. С их помощью втулка перемещается вдоль оси и входит в зацепление с различными шестернями коробки передач. Для этого на торце спирали делается конический срез — вставной конус для зацепления с валом спиральной шестерни.
В случае неподвижных соединений удаляются только острые углы, и кольцо напрессовывается на вал.
Центрирование и посадки
Если спиральное соединение центрируется по внешнему радиусу, основные размеры рассчитываются по формуле:
Читайте также: Почему мигает неоновая лампа
Где d — диаметр делительной окружности,
m — коэффициент проникающей способности кольца и втулочной муфты,
z — количество зубов.
Номинальная окружность шага для настройки инструмента рассчитывается по формуле:
s =e=0.5π m + 2x m tg a,
Читайте также: Основные типы и конструктивные особенности стационарных токарных стульев
Типы и виды станков и их основные принципы, Типы и виды станков и их основные принципы и виды конструкций. s — номинальный цикл шага шпинделя,
Номинальный цикл шага рукава — это номинальный цикл шага на нижней стороне рукава,
x — смещение формы исходного контура,
ɑ — угол спирали зуба, для зубчатых соединений он составляет 30°.
Для спиралевидных канавок рассчитывается смещение относительно исходного контура:
А номинальный размер в полостях кольца соответствует максимальному диаметру при центрировании:
При центрировании на засечках:
da — номинальный диаметр вала, вершины зубьев,
D — наружный размер буртика ступицы,
Допуск на размер смещения центра зависит от вида термической и поверхностной обработки и определяется по таблице предельных отклонений, включенной в ОСТ 1 00086-73.
На сборочном чертеже они обозначаются по типам, например, узел в сборе и детали в соединении: Вал с диаметром делительной окружности 4 мм и зубьями 0,5.
При центрировании по наружному диаметру —
При выравнивании по боковой поверхности спирального сустава —
Где — 8 — количество зубьев,
Читайте также. Как правильно вязать рыбацкую сеть — Инструменты, материалы и узлы.
S4 — коэффициент, учитывающий конструкцию спиральной формы.
В сопроводительной технической документации указаны характеристики зазубрин:
На чертеже детали обозначение шпинделя:
То же значение относится и к отверстию втулки:
Все обозначения’ относятся к соединению с наружным диаметром вала 6 мм.
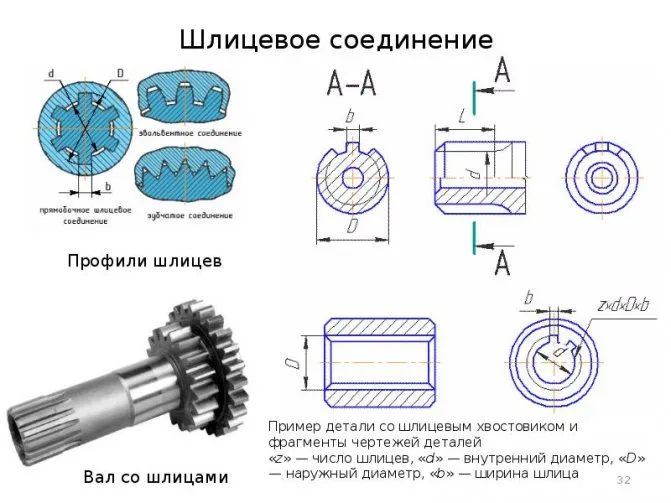
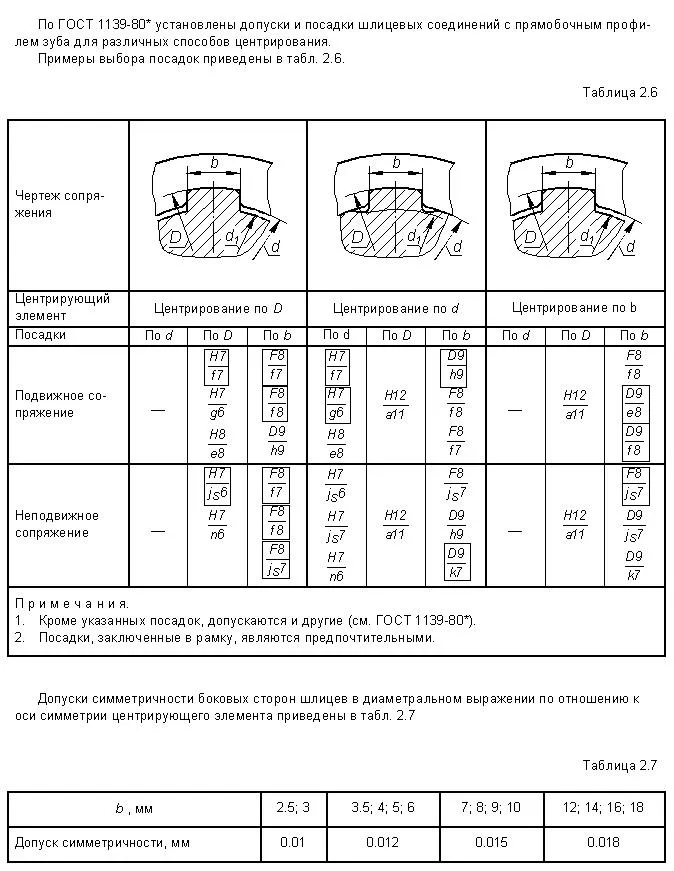
Соединения шлицевые прямобочные. Размеры по ГОСТ 1139-80
В зависимости от количества зубьев и их рабочего диапазона соединения делятся на три серии:
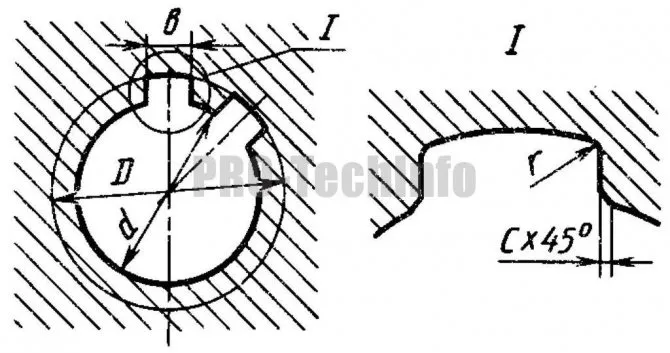
Форма поперечного сечения вала доступна в трех исполнениях:
- профиль А с канавкой в углах впадин и профиль С без канавки применяют при центрировании по внутреннему диаметру;
- при центрировании по наружному диаметру и боковым сторонам зубьев применяется исполнение В.
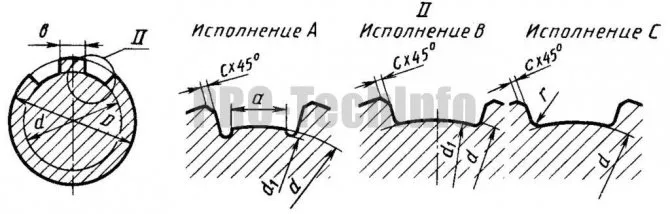
Форма поперечного сечения втулки доступна в одном варианте.
Наружный диаметр D вала используется для требований высокой точности, внутренний диаметр — для тех же требований, но с высокой твердостью ступицы. Этот метод центрирования применяется также для длинных термообработанных валов, так как в этом случае целесообразно одновременно со шлифованием боковых поверхностей шлифовать внутреннюю поверхность канавки вала.
Центрирование боковых кромок b используется в тех случаях, когда необходимо обеспечить максимальную несущую способность соединения при относительно низких требованиях к точности центрирования.
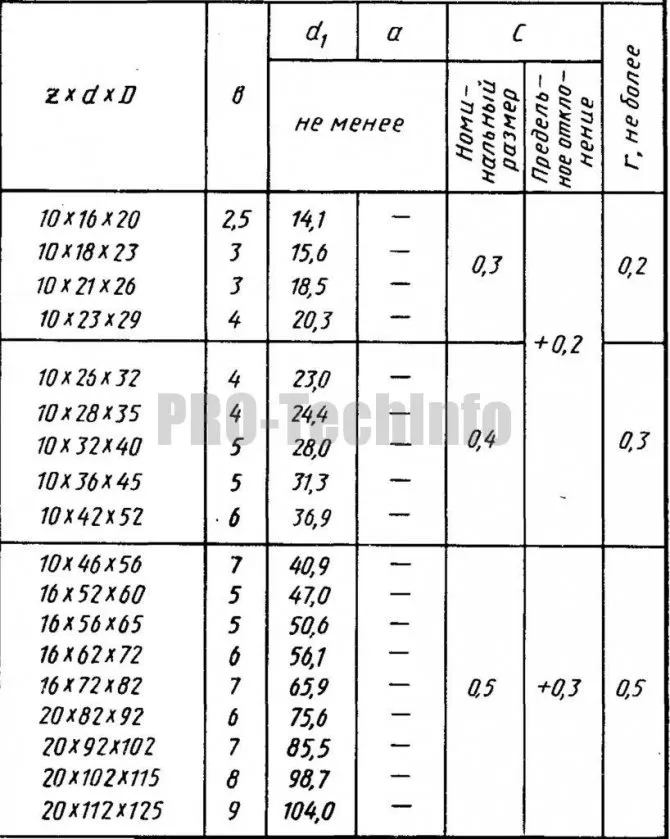
Размеры прямобочных шлицев легкой серии, мм
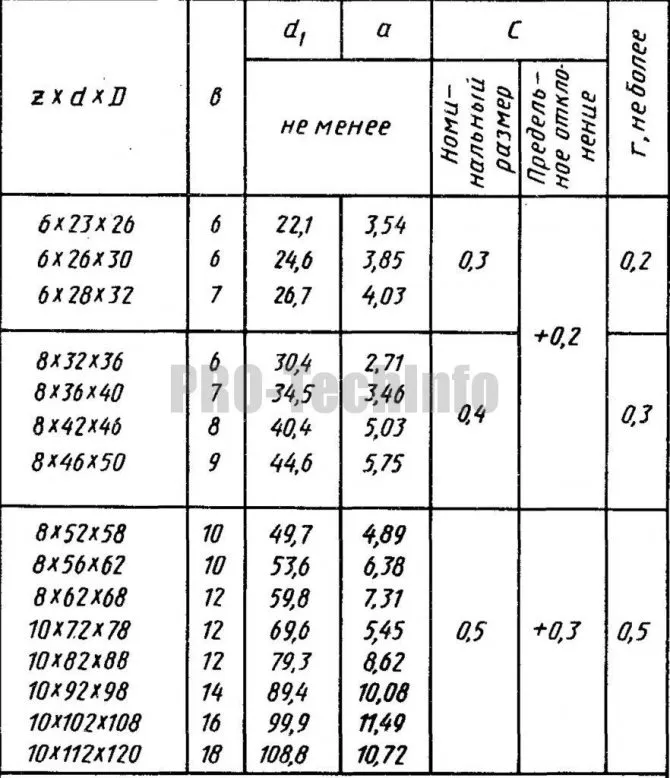
Размеры прямобочных шлицев средней серии, мм
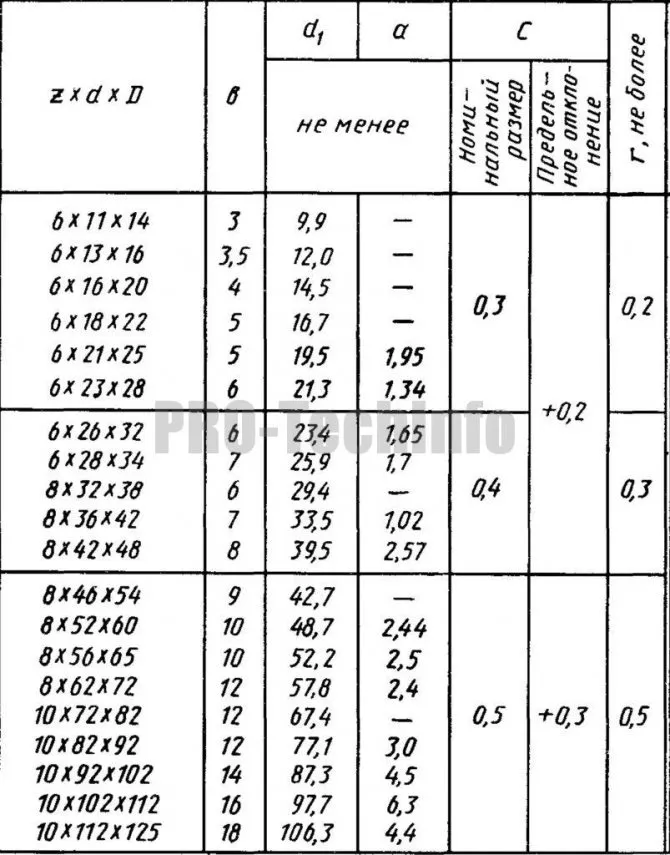
Размеры прямобочных шлицев тяжелой серии, мм
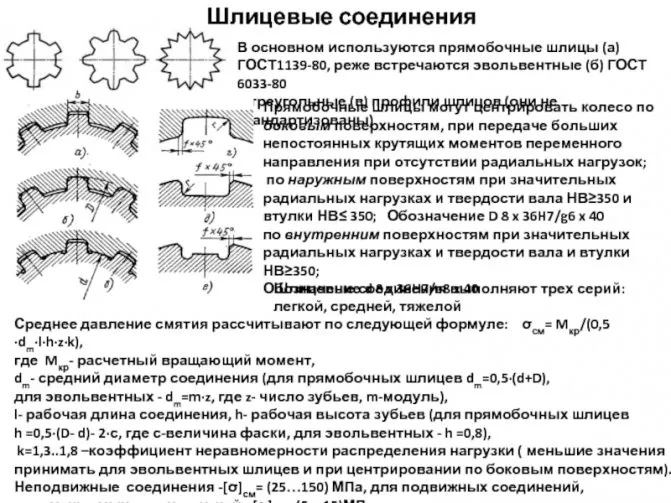
Эвольвентные шлицевые соединения

Зубчатые соединения имеют то же назначение, что и прямозубые, но отличаются только формой боковых сторон и промежутков между зубьями. Спирально-зубчатые соединения — это спирально-зубчатые соединения, характеризующиеся модулем упругости t, количеством зубьев g и углом давления (угол профиля принимается равным 30° для получения более толстого основания зубьев). По сравнению с косозубыми шестернями, косозубые шестерни имеют следующие преимущества: Обрабатываемость (для обработки всех размеров шпинделя с данным узлом требуется только одна фреза; во многих случаях возможно только фрезерование); можно использовать все виды обработки зубьев — шабрение, шлифование и т.д. Прочность (способность передавать большие крутящие моменты, обусловленная увеличением прочности элементов за счет постепенного увеличения толщины зубцов по направлению к основанию, без сосредоточенных напряжений) Долговечность (способность передавать большие крутящие моменты, обусловленная увеличением прочности элементов за счет постепенного утолщения окружности по направлению к основанию, без сосредоточенных напряжений при кручении).
предпочтительнее косозубая передача.
Методы центрирования спиральных элементов
Для шлицевых соединений, как и для зубчатых соединений, используются три метода выравнивания: Выравнивание по сторонам l (наиболее распространенное); Выравнивание по наружному диаметру O зубьев (когда требуется точное выравнивание компонентов на валу); Выравнивание по внутреннему диаметру y.
При всех способах выравнивания возможно как мобильное, так и стационарное соединение.
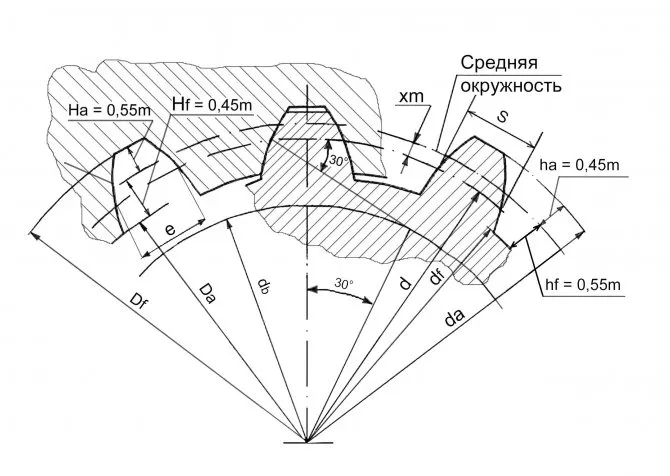
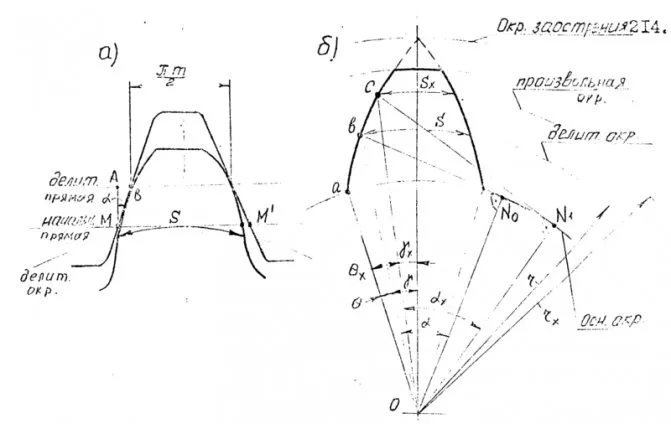
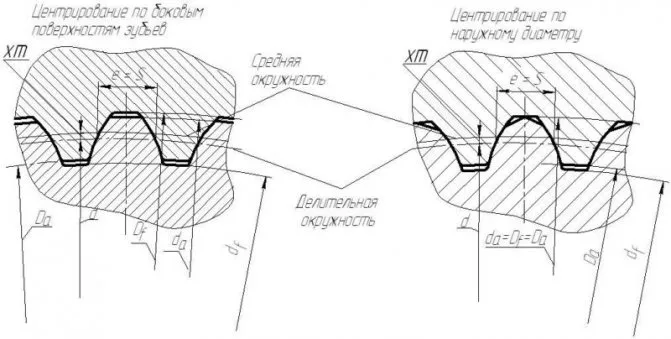
На рис. 5.38 показаны: исходный контур (рис. 5.38, а) и форма зубьев вала и ступицы при центрировании по наружному диаметру (рис. 5.38, г); исходный контур (округлое дно ступицы) (рис. 5.38, б) и форма зубьев вала и ступицы при центрировании по боковым сторонам зубьев (плоское дно ступицы) (рис. 5.38, д).
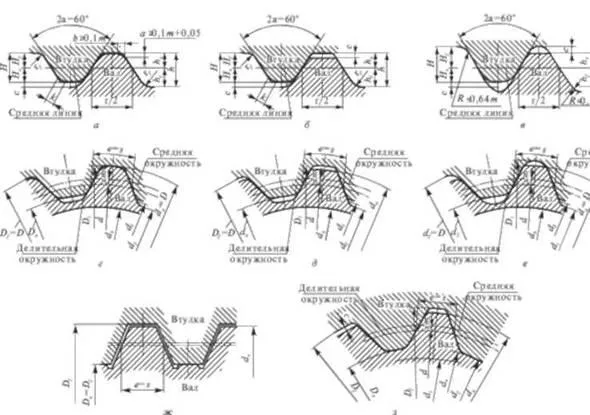
Рис. 5.38. Исходный контур, форма шлицев вала и втулки и способы центрирования деталей косозубого соединения.
округлую форму дна полости (рис. 5.38, f) исходный контур при центрировании по внутреннему диаметру (рис. 5.38, g, h).
Основными элементами винто-зубчатого соединения шкивов являются: Номинальный (базовый) диаметр O; шаг окружной толщины зуба вала l* и ширина полости ступицы e (номинально 5 = e) диаметр окружности основания c1 y диаметр окружности шага y смещение контура основания xt шаг окружности шага P (табл. 5.28).
5.28. Взаимосвязь между отдельными элементами соединения с надрезом

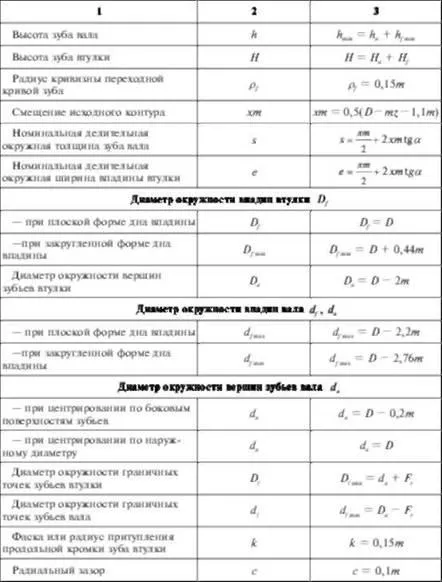
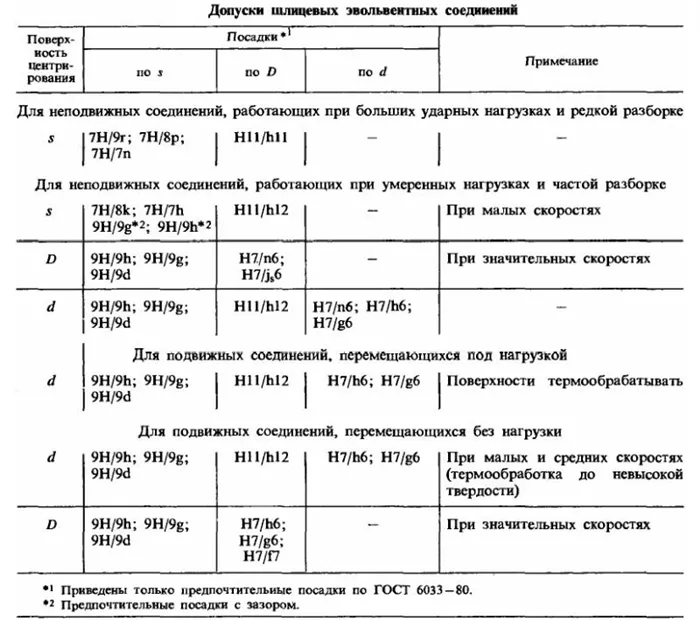
К наружным и внутренним диаметрам деталей зубчатых колес с допуском и подгонкой профиля зуба по ГОСТ 6033-80, по ГОСТ 25347-82.
Центрирование по бокам зубов. Этот метод выравнивания является основным для косозубых соединений. Точность соединения обеспечивается точностью ширины паза втулки (e) и толщиной зуба (5) вала.
Методы нарезки шлицов на валах

При индивидуальном и мелкосерийном производстве шлицы обычно фрезеруются одной или двумя фрезами по различным шаблонам при изготовлении шлицевых валов.

При массовом производстве может оказаться полезным шлицевание валов методом прокатки.
Нарезка шлицов у нас
В Санкт-Петербурге мы производим шпиндели со шлицевыми валами и шпиндели со шлицами уже более четверти века. Ознакомьтесь с нашими возможностями по нарезанию пазов, шлицев и зубчатых колес на этой странице. Они также могут выполнять широкий спектр работ по металлу на заказ.
Если вам нужна обработка зубчатых колес, позвоните нам и/или пришлите по электронной почте чертежи для обработки зубчатых колес и втулок по чертежам или образцам.
Государственные стандарты
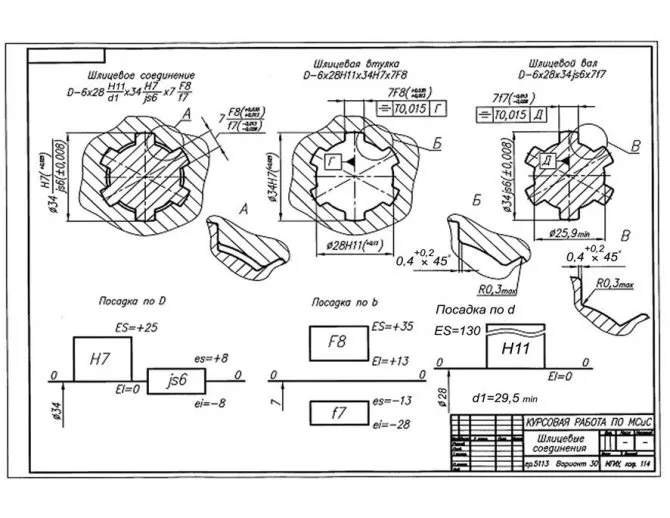
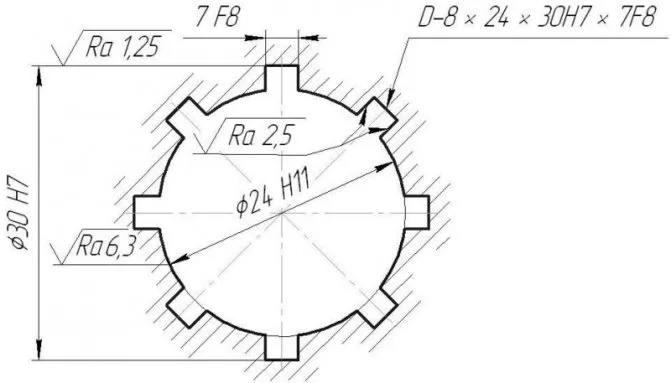
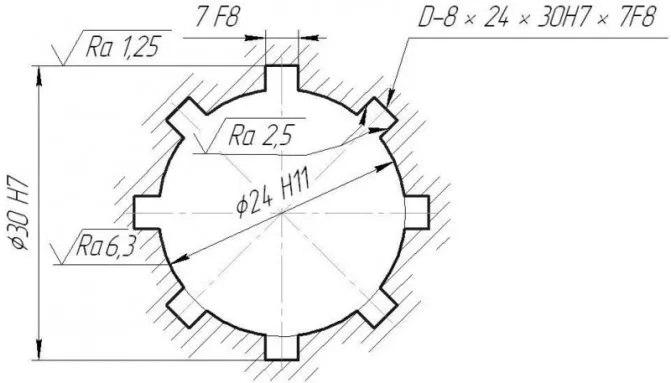
Шлицевые валы и втулки изготавливаются в соответствии с ГОСТ 6033-80, который предусматривает спецификацию шлицев на внутреннем и наружном диаметрах валов с указанием способа центрирования: D, d, b, количества зубьев и класса точности сопряженных деталей. Например: d — 8×36H7/h7×40H12×7D9, где:
- d – центрирование по малому диаметру;
- 8 зубьев;
- 36 – внутренний диаметр;
- H7/h7, H12, D9 поле допуска соответствующих размеров;
- 40 – наружный диаметр;
- 7 – ширина зуба.
Стандарт требует, чтобы спецификации были написаны в одну строку без пробелов.
Читайте также: Как проверить светодиод мультиметром — все возможные способы в одной статье
Изображение и изготовление спиральных узлов соответствует ГОСТ 1139-80, размеры и допуски компонентов также включены в эскиз. В этом случае упоминается только характеристика размера выравнивания. Под чертой указывается ГОСТ, по которому была изготовлена арматура.
Если арматура имеет треугольную форму, то указывается промышленный стандарт, угол и количество зубьев.
Шлицевое соединение
Использование шлицевого соединения является одним из способов жесткой передачи крутящего момента.
Шлицы имеют много преимуществ перед соединениями с насечками — лучшая прочность, точность и обрабатываемость.
Они требуют определенной степени индивидуализации и поэтому подходят для единичных изделий или небольших серий. Пальцы, в отличие от клавиш, взаимозаменяемы и рекомендуются для больших партий и массового производства.
Серрейторы считаются более технологичным соединением, чем ключи. Внутренние засечки выполняются сверлением, внешние — фрезерованием (с червячным фрезерованием), долблением, строганием.
Прямоугольные, треугольные, трапециевидные и винтовые шлицы используются в машиностроении.
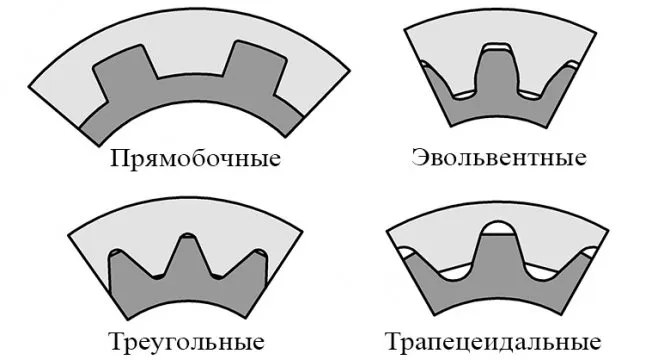
Прямоугольные сплайны являются наиболее распространенными.
Оглавление
1 Оригинальный контур и форма зубов
2 Номинальный диаметр, единицы измерения и количество зубьев
3 Отклонения от параллельности сторон шлицов оси и ступицы
4 Номинальные размеры и измеренные значения
5 Допуски и регулировки
6 Сноска
7 Методы проверки
Приложение 1 Выбор размера шлицев HF и hf в зависимости от типа используемого инструмента
Приложение 3 Допуски выравнивания и регулировки внутреннего диаметра
Приложение 4 Расчет предельных отклонений и контрольных размеров
| Дата введения: | 01.01.1982 |
| Добавлен в базу: | 01.09.2013 |
| Актуализация: | 01.01.2019 |
Этот ГОСТ находится в:
- Раздел: Экология
- Подраздел: 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Подраздел: 21.120 Валы и муфты
- Подраздел: 21.120.30 Шпонки, шпоночные канавки, шлицы
- Раздел: Электроэнергия
- Подраздел: 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Подраздел: 21.120 Валы и муфты
- Подраздел: 21.120.30 Шпонки, шпоночные канавки, шлицы
Читайте также: Гидравлический подъемник для бутылок с подъемником для поддонов Видео
Другие ГОСТы
ГОСТ 25096-82 Основные стандарты взаимозаменяемости. Осевая резьба. Допуски ГОСТ 10177-82 Основные стандарты взаимозаменяемости. Осевая резьба. Профиль и основные размеры ГОСТ 11708-82 Основные стандарты взаимозаменяемости. Нитки. Термины и определения ГОСТ ISO 965-5-2015 Основные стандарты взаимозаменяемости. Универсальная метрическая резьба ISO. Допуски. Размерные пределы внутренних резьб, соответствующих горячеоцинкованным наружным резьбам, соответствующих диапазонам допусков с основными отклонениями до h ГОСТ 24071-97 Основные стандарты взаимозаменяемости. Частичные ключи и ключи ГОСТ 25307-82 Основные стандарты взаимозаменяемости. Система допусков и поправок для косых соединений ГОСТ 1139-80 Основные стандарты взаимозаменяемости. Соединения с прямыми клиновыми сварными швами. Размеры и допуски ГОСТ 24070-80 Основные стандарты взаимозаменяемости. Шлицевые соединения с тангенциально усиленными ключами. Размеры секций ключей и скважин. Допуски и регулировки ГОСТ 24069-80 Основные стандарты взаимозаменяемости. Шпоночные соединения с тангенциально усиленными шпонками. Размеры секций ключей и скважин. Допуски и регулировки ГОСТ 24071-80 Основные стандарты взаимозаменяемости. Ключевые соединения с ключами с сегментными ключами. Размеры гаечных ключей и деталей гаечных ключей. Допуски и регулировки ГОСТ 23360-78 Основные стандарты взаимозаменяемости. Соединения с гаечными ключами с углублениями. Размеры гаечных ключей и деталей гаечных ключей. Допуски и регулировки ГОСТ 8790-79 Основные стандарты взаимозаменяемости. Гаечные соединения с углублениями с углублениями, установленные на валу. Размеры гаечных ключей и секций с гаечными ключами. Допуски и регулировки ГОСТ 10748-79 Основные стандарты взаимозаменяемости. Шпоночные соединения с высоким ключом. Размеры гаечных ключей и секций гаечных ключей. Допуски и регулировки ГОСТ 24068-80 Основные стандарты взаимозаменяемости. Соединения с клиновидными ключами. Размеры гаечных ключей и деталей гаечных ключей. Допуски и адаптация
При проектировании вращающихся устройств, работающих в тяжелых условиях, предпочтительным вариантом является зубчатое соединение. Это имеет огромные преимущества в некоторых областях применения и может заменить многочисленные гаечные соединения. Есть и недостатки. При выборе соединения необходимо взвесить преимущества и недостатки.
По сравнению с ключами зубчатые передачи имеют, в частности, следующие преимущества:
Читайте также: Основные механические свойства материалов и их применение.
- надежность при ударных нагрузках и вибрации;
- возможность уменьшить длину ступицы;
- малые радиальные зазоры;
- увеличение срока эксплуатации;
- отсутствие нагрузки на срез и малая на изгиб благодаря большому пятну контакта;
- несколько линий приложения сил, возможность передавать большие усилия валами с малым диаметром;
- осевое перемещение;
- в соединении только 2 детали;
- компактность;
- точная центровка.
Зубчатые соединения изготавливаются в соответствии с ГОСТ и стандартами, имеют строго стандартизированные размеры, а компоненты для соединения легко собираются. Сборка узлов и установка компонентов упрощены.