Мини-прессподборщики выпускаются в различных модификациях. Линейка включает 16 моделей с различными техническими характеристиками. Они делятся на группы в соответствии с их назначением: Существуют машины для бумаги, бумаги-полиэтилена, металла, а также универсальные машины, которые прессуют все.
Кузнечно-прессовое оборудование: классификация и устройство
Станки для ковки и штамповки (так правильнее, потому что любое оборудование обычно создается под разработанную технологию, а не наоборот) — распространенный вид оборудования для металлургии.
Например, на предприятиях машиностроения или металлообработки на каждые 5 металлорежущих станков должна приходиться одна единица оборудования для обработки давлением. И не только металлы: например, ПЭТ-бутылки производятся на машинах для литья под давлением, которые также являются специальными машинами для герметизации.
Виды кузнечно-прессового оборудования
Разнообразие конструкций и систем кузнечно-штамповочного оборудования (КШО) классифицируется по следующим показателям:
В зависимости от температуры заготовки
В соответствии с типом работ, выполняемых на машине.
Различают резку и основные фазы холодной резки и формовочного закрытия.
По процедурам подачи и удаления заготовок из зоны обработки.
По неавтоматическому оборудованию, пробивному оборудованию, автоматическим машинам и автоматическим пробивным линиям.
По типу источника энергии
Это может быть электричество, сжатый воздух, пар, жидкость под высоким давлением или несколько этих источников одновременно.
В зависимости от типа обработки металла
Различают статические и динамические машины. Сюда также входят машины для высокоэнергетической штамповки.
По наиболее важным технологическим параметрам
Это может быть номинальное усилие (для механических прессов), предельное усилие (для гидравлических и пневматических прессов), крутящий момент (для роторных машин) или энергия удара (для молотов).
Технология управления и т.д. — они имеют взаимодополняющий характер
Все остальные классификационные признаки — последовательность размещения основных узлов
Следует отметить, что при наименовании отдельных видов ХОП возникает элемент терминологической путаницы из-за различий в названиях процессов, исторически принятых в отечественной и зарубежной литературе.
Например, машины для холодной ковки часто называют установками для холодной ковки. Это связано с буквальным переводом английского термина «холодная ковка», который некритично воспринимается производителями конических машин, особенно из Китая, Тайваня и др.
То же самое относится и к термину ковка (в зарубежной литературе термин горячая ковка практически никогда не используется: все, что не является холодной ковкой, автоматически классифицируется как горячая ковка). Поэтому необходимо точно выделить основные различия в применении CCHO в нашей стране и за рубежом и использовать их в будущем:
Ковка как обработка горячей заготовки давлением отличается от горячей штамповки тем, что во втором случае для формирования металла требуется технологическая оснастка — штамп. Чисто ковочные штампы предназначены для операций механической обработки, например, подъема, правки, ковки в открытом штампе, и поэтому не требуют повышенной точности полуфабриката (который впоследствии обрабатывается различными процессами, включая штамповку). Поэтому необходимо обеспечить только необходимое усилие формования.
Оборудование для ковки
Для ковки чугуна
Используются два различных типа ковочных прессов: Ковочные молоты (см. рис. 1) и гидравлические прессы (см. рис. 3). Большие ковочные молоты могут использовать в качестве источника энергии пар и сжатый воздух, в то время как малые ковочные молоты используют только сжатый воздух (см. рисунок 2). Газовые молотки и гидравлические молотки используются гораздо реже. Молотки в основном устанавливаются вертикально.
Рисунок 1 — Паровые и пневматические молоты для ковки

Поскольку ковка связана с высокими динамическими нагрузками, фундамент ковочного молота с плитой штампа обычно изолирован от остальной части молота, как показано на рисунке 1.
Рисунок 2 — Пневматический ковочный молот.

Молотки
Кузнечные молоты отечественного производства маркируются буквой М/МА и четырьмя цифрами, первые две из которых указывают на тип источника энергии (13, 15 — паровой молот, 41 — пневматический молот). Последние две цифры указывают на основной параметр устройства — вес сбрасываемых частей в тоннах. Например, марка МА 4134 соответствует пневматическому молоту с массой сбрасываемых частей (mph) 250 кг, а М1345 — паровоздушному молоту с mph 3150 кг.
Гидравлические прессы
Они используются для горячей ковки особо крупных деталей. При ковке вала морского судна, например, металл нагревается несколько раз в течение суток или более. Такая заготовка не помещается в молот, поэтому деформация осуществляется плунжером ковочного пресса. Эти устройства характеризуются очень большими размерами, поскольку только так можно обеспечить необходимое давление на металл.
Принцип работы пресса основан на безредукторной передаче энергии от специального дугового двигателя к рабочему механизму шнека машины.
Ф1734А пресс винтовой с дугостаторным приводом. Назначение, область применения
Универсальный сервовинтовой пресс используется при производстве заготовок и небольших партий для холодной штамповки листового металла из различных материалов. Высокопроизводительные ковочные прессы, представленные в этом разделе, могут использоваться как самостоятельные машины или интегрироваться в автоматизированные линии.
Технологические операции, выполняемые на дуговых прессах, включают:
Фотография винтового пресса F1734A с приводом дугового статора.
- гибка,
- вырубка,
- чеканка,
- неглубокая вытяжка,
- пробивка отверстий,
- холодная штамповка,
- правка (рихтовка) металла.
Общий вид пресса винтового с дугостаторным приводом Ф1734А

Фотография винтового пресса F1734A с дуговым статорным приводом

Фотография винтового пресса F1734A с дуговым статорным приводом

Фотография винтового пресса F1734A с дуговым статорным приводом
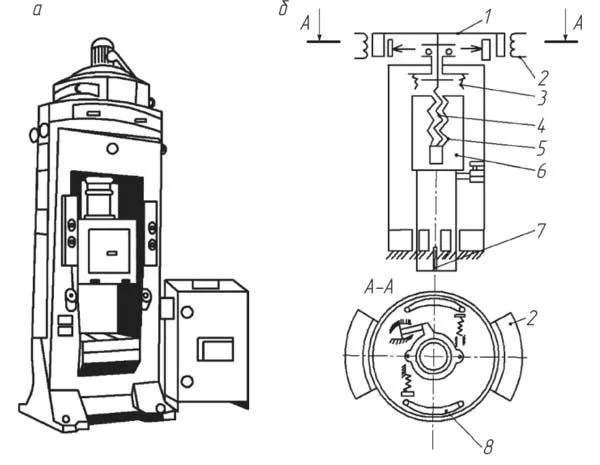
В винтовых прессах с электродуговым статором принцип движения основан на использовании вращающегося электромагнитного поля, которое создается не цепью, как в обычных электродвигателях, а дуговыми статорами, приводимыми во вращение короткозамкнутым ротором, который также является маховиком. На рисунке 10 показана схема винтового пресса с приводом от дугового статора.
- маховик;
- дугостаторы;
- станина с амортизаторами;
- винт;
- гайка;
- ползун;
- выталкиватель;
- тормоз
Винтовой пресс с дугостаторным приводом
Конструкция привода этого пресса максимально проста, что обеспечивает высокую надежность и срок службы.
Принцип работы шпиндельного дугового пресса заключается в следующем:
Вращение ротора-маховика 1 непосредственно передается на рабочий винт 4, который накручивается на рабочую гайку 5, прочно соединенную с прессующим плунжером 6. Болт 4, соединенный с маховиком 1, имеет кольцевой буртик, опирающийся на кольцевой шарнир, расположенный в нижней части поршня, и не совершает осевого перемещения. Вращение болта 4 вызывает осевое перемещение гайки 5 с ползуном 6. На раме пресса 3 расположены два дуговых регулятора 2. Для торможения в верхнем положении маховик снабжен электропневматическим тормозом 8.
Движение остановки дуги упрощает достижение более низкой скорости вращения маховика (100…300 мин-1) без использования понижающего редуктора.
Эта формула применима к круглому статору с замкнутой дугой 360°. Если длина дуги статора уменьшается, скорость вращения ротора снижается при том же количестве пар полюсов. Например, при четырех парах полюсов и круглом статоре скорость вращения ротора двигателя составляет 750 мин-1. При статоре с дугой 120° скорость вращения ротора двигателя составляет всего 250 мин-1. Вышеуказанный принцип используется в конструкции винтовых прессов с безредукторным приводом на дуговом статоре.
Переход движения при ходе поршня вниз и вверх, необходимая величина хода поршня и, соответственно, величина запасенной кинетической энергии контролируются с помощью металлических лопаток, соединенных с бесконтактными концевыми выключателями, на которые поршень пресса воздействует во время своего движения.
Роторный двигатель действует как маховик винтового пресса и накапливает энергию во время разгона, которая передается молоту в конце хода поршня вниз и поглощается тормозом в конце хода вверх.
Вращение ротора маховика передается непосредственно на вал, который крепится болтами к рабочей гайке, жестко соединенной с плунжером пресса.
Имя параметра
Пресс винтовой с дугостаторным приводом. Видеоролик
| Ф1730Α | Ф1732 (Ф1732, ФБ1732А) | Ф1734Α | Ф1736Α | Ф1738 | Соответствующие ссылки. Дополнительная информация. |
|---|---|---|---|---|---|
| Основные параметры | |||||
| Номинальное усилие пресса, т | 100 | 160 | 250 | 400 | 630 |
| Наибольший ход штока (ползуна), мм | 260 | 360 | 400 | 460 | 550 |
| Частота непрерывных ходов, 1/мин | 38 | 19 | 30 | 22 | 25 |
| Закрытая высота пресса, мм | 250 | 260 | 420 | 450 | 480 |
| Габаритные размеры стола (слева направо х спереди назад), мм | 560 х 500 | 560 х 510 | 750 х 670 | 875 х 775 | 1000 х 900 |
| Габариты и масса пресса | |||||
| Масса станка, кг | 6940 | 9500 | 17600 | 30200 | 43000 |
Список литературы:
1 — корпус, 2 — ротор-маховик, 3 — кольцо, 4 — подшипник, 5 — тормозной барабан, 6 — тормозной барабан, 6 — упоры колес, 7 — компенсатор, 8 — экран, 9 — вентилятор.
- Справочник предприятий производителей кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Кузнечные молоты отечественного производства маркируются буквой М/МА и четырьмя цифрами, первые две из которых указывают на тип источника энергии (13, 15 — паровой молот, 41 — пневматический молот). Последние две цифры указывают на основной параметр устройства — вес сбрасываемых частей в тоннах. Например, марка МА 4134 соответствует пневматическому молоту с массой сбрасываемых частей (mph) 250 кг, а М1345 — паровоздушному молоту с mph 3150 кг.
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Электродугостаторный привод
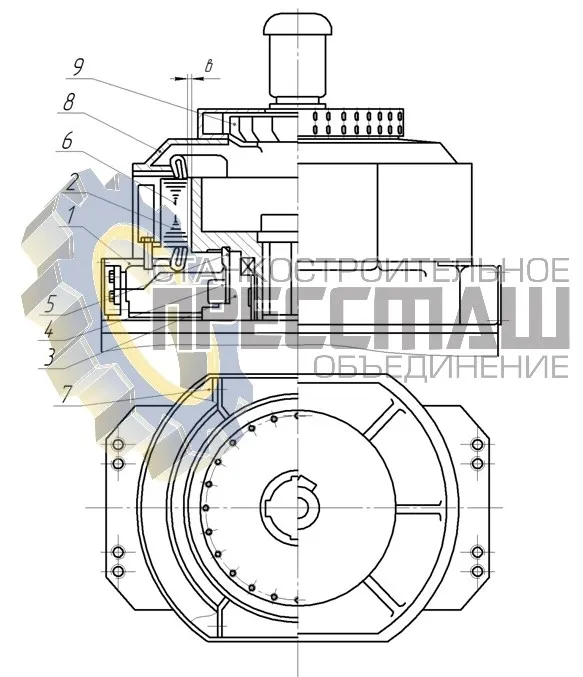
На верхнем уровне поперечины рамы с помощью винтов и штифтов крепится корпус двигателя пресса. Ротор маховика (2) установлен в корпусе и вращается на подшипнике скольжения (3) и опирается на упорные подшипники (4). Тормозной барабан (5), к которому прижимаются тормозные колодки, крепится к нижней стороне маховика с помощью винтов и штифтов. Справа и слева от маховика на краю расположены два дуговых статора (6), которые выполнены как независимые статоры асинхронных двигателей. Вместе с ротором маховика (2) они образуют тип асинхронного двигателя.
Дуговые регуляторы крепятся к вертикальным распоркам с помощью расширяющихся распорок (7), с помощью которых можно регулировать зазор между дуговым регулятором и ободом ротора маховика. Кроме того, к горизонтальным поверхностям корпуса (1) прикреплены регуляторы дуги. Верхние уровни дуговых стоек и распорок образуют зонтикообразную монтажную поверхность (8), на которой установлен вентилятор (9) для охлаждения дугового двигателя. Охлаждение достигается за счет всасывания воздуха снизу через зазоры между ободом маховика, дуговыми стойками и распорками, а также через специальные вентиляционные каналы в маховике.
Управление прессом предлагает следующие режимы работы.
Режимы работы
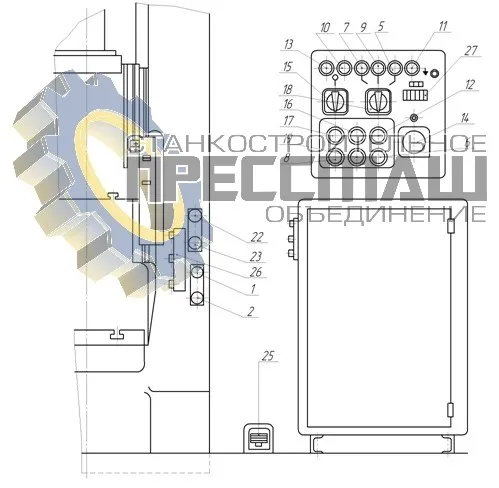
1 — кнопка «Эжектор», 2 — кнопка «Пуск», 5,7,9 — рабочие лампы, 6 — кнопка «Сброс давления», 8 — кнопка «Сброс маховика», 10 — лампочка «Контроль давления в сети», 11 — лампочка «Перегрев статора», 12 — кнопка «Включение воздуходувки», 13 — лампочка «Сеть включена», 14 — кнопка «Общий останов». 15 — переключатель режимов, 16 — выключатель освещения, 17 — выключатель выброса, 18 — переключатель режимов, 19 — кнопка «Jog up», 22 — кнопка «Start», 23 — кнопка «General stop», 25 — педаль «Start», 26 — световая защита рабочей зоны, 27 — счетчик хода поршня
Регулировка (беговые движения)
Для регулировки работы установите ручку переключателя (18) в левое положение; загорится лампа (7). Кратковременно нажмите кнопку (19) для перемещения затвора вверх и кнопку (6) для перемещения вниз.
Отдельные движения (опускание затвора, открытие затвора, возврат затвора в верхнее положение).
Чтобы установить режим, поверните ручку (18) в среднее положение, загорится лампочка (9). Для управления запуском поршня с помощью кнопок (2, 22) переведите рычаг переключателя (15) в правое положение; для управления с помощью ножного переключателя (25) переведите его в левое положение. При запуске поршня держите кнопки (2, 22) нажатыми до упора, чтобы не требовалось давление. Преждевременное отпускание кнопок приведет к остановке двигателя и торможению движущихся частей. Система управления предотвращает повторный удар, если кнопки нажимаются в течение всего рабочего цикла.
Непрерывное движение каретки вперед-назад вниз и вверх
Эта функция устанавливается, если пресс оснащен устройствами автоматической загрузки и выгрузки и если пресс встроен в автоматическую линию. В этом случае команда на начало хода плунжера вниз подается датчиком автоподатчика в связи с удалением готовой заготовки и вставкой следующей заготовки.
Чтобы настроить работу, отпустите педаль (25) и поверните рукоятку переключателя (18) в нужное положение так, чтобы загорелась лампа (5).
Датчик устройства автоматической подачи и удаления материала подключен к клеммам панели управления.
Плунжер запускается нажатием кнопки (12), и дальнейшая работа пресса осуществляется в соответствии с командами, полученными от устройства автоматизации.
Пресс останавливается нажатием одной из кнопок (23, 14) (красного цвета), расположенных на раме и на панели управления.
Перед запуском барана в одной из операций необходимо:
Предварительно включите вентилятор вентиляции двигателя с помощью кнопки (12), так как пресс может работать только при включенном охлаждении.
При опасном перегреве двигателя загорается лампа (11) на панели управления, и тепловая защита отключает пресс. Зона уплотнения освещается выключателем (16).
Если необходимо ослабить подвижные части или смазать систему привода, просто нажмите кнопку (8).
Заготовка выбрасывается после каждого полного хода. Для использования этой функции установите рычажный переключатель (17) в левое положение (для одиночных движений), и заготовка будет выталкиваться из штампа при каждом движении поршня вверх.
Работы выталкивателя
Заготовка выбрасывается после нескольких движений в штампе. Чтобы использовать эту функцию, установите переключатель (17) в правое положение (ручной режим). В этом случае выброс происходит только при нажатии кнопки (1) во время движения затвора вниз. Если выброс не требуется, кнопка (1) не нажимается.
Режимы эжектора для непрерывных возвратно-поступательных движений плунжера устанавливаются так же, как и для одиночных движений.
Все методы можно разделить на категории в зависимости от формы стержня, например:
Устройство и особенности функционирования
Читайте также: Обзор токарного станка П-105: описание конструкции, особенности.
Конструкция настольного токарного станка, который приводится в действие ручным нажатием, довольно проста.
Принцип работы этого механизма заключается в том, что общее вращательное движение кулачка инициируется ручной тягой. Он установлен на поршне, который продавливает сырье через специальную форму. Сила противодавления должна регулироваться формой самого штампа, который можно легко заменить. Существует большое количество самок для различных видов сырья. В дополнение к этому станку существуют специальные инструменты для производства плоских листовых элементов.
- Шток реечного типа.
- Станина колоннообразная, которая совмещена вместе с подставкой для размещения заготовки или же поворотного стола.
- Специализированный вал.
- Зубчатая передача, которая запускается при помощи винта либо рычага.
В производстве могут использоваться различные компоновки форм:
Следующие варианты ручных прессов предназначены для использования пресса в различных отраслях промышленности:
- Крутящиеся.
- Шестигранные сменные.
- Точечные сменные.
Разновидности ручных прессов
Основным элементом конструкции является пара гидравлических цилиндров разного размера, заполненных техническим маслом. Они соединены друг с другом рабочей жидкостью. Принцип работы такого устройства очень похож на принцип работы механического устройства, за исключением того, что в данном случае вместо рычага используется специальное техническое масло. Мощность устройства прямо пропорциональна соотношению между диаметром цилиндра и диаметром поршня.
- Гидравлический. Требуемое усилие происходит при помощи штока гидроцилиндра. В самом гидроцилиндре есть определённая рабочая жидкость, которая начинает активно сжиматься под давлением для создания соединений, сжатия, деформации формы у предметов. Считается более мощным и качественным, чем ручной механизм: способен создавать усилие в десятки тонн при самом небольшом усилии со стороны сотрудника.
Этот механизм выполнен в виде рычага, дополненного трещоткой или замком, не допускает обратного хода и создает усилие, достаточно сильное, чтобы обеспечить хорошее сцепление на проводах. Конструкция позволяет легко изменять общую длину рычагов. Давление, подаваемое на устройство, сравнимо с давлением эквивалентной гидравлической системы, которая, однако, стоит намного дороже. Для достижения качественного уплотнения проводов необходимо несколько раз нажать на рукоятку, а затем сменить насадки в комплекте.
- Дыропробивной. Специальная разновидность пресса для осуществления штамповки отверстий в листах из различных типов материалов, в том числе сюда входит металл не больше 4 мм. Общий диаметр в пробиваемых поверхностях будет варьироваться от 10 до 40 мм.
- Ручной механический пресс. Применяют его главным образом для осуществления опрессования кабеля и трубчатых гильз. Опрессовывание — это наиболее надёжный метод осуществления соединения электрокабеллей, повышает общий показатель проводимости тока, что уменьшает сопротивление и не даёт развиться перегреву в кабеле, снижает возможность развития аварий в процессе производства, а также обгорания отдельных соединений. Эффективнее всего совершать опрессовывание с помощью механического ручного пресса.
Механический пресс работает с проволокой любого сечения до 240 квадратных миллиметров. При выборе оборудования полезно указать рабочий диапазон. Чем больше устройство, тем толще провод, который можно обжать.
Диаметр бусин определенной формы составляет от 0,4 до 1 сантиметра, а толщина не превышает половины сантиметра. Максимальная грузоподъемность составляет 700 кг. Лабораторные планшеты могут работать на гидравлике или с помощью электродвигателя. Эти устройства будут более мощными, производительность в час составит около 6 тысяч гранул.
- Пресс-клещи. Используются для надевания наконечников и гильз на специальные кабели и электропровода. При этом такое устройство создаёт особый вдавливающего типа профиль. Способен совершать работу с максимальным сечением кабеля около 35 кв. мм. Общий вес инструмента в это время будет равняться трём килограммам.
- Таблеточный пресс. Это специальное устройство, которое создано для создания таблеток в лабораторных условиях. Есть большое число модификаций таблеточных устройств, включая сюда и настольные, которые совершают свою работу от ручной тяги. Общая производительность в таком приборе варьируется от 200 до 1 тыс. таблеток в час.
Переплавка металлолома требует высокой плотности. Лом различных конструкций занимает много места при хранении и транспортировке, что неэффективно и экономически затратно. Пресс для прессования позволяет производить пакеты рулонов определенного размера и с определенными свойствами.
Предназначение
Любой вид металла можно прессовать в тюки, кроме лома. Это могут быть детали, механизмы, узлы, трубы, профили, прутки или металлолом.
Пресс-подборщики для прессования металлолома классифицируются по следующим принципам:
Критерии выбора пресса
- Показатель мощности. Сила зажима в ручном типе механизме будет напрямую зависеть от усилий со стороны человека. Гидравлическое устройство считается более сложным и мощным, поэтому не требует от человека приложения каких-либо повышенных усилий, гидравлический пресс считается более мощным и сложным в строении, не требует приложения слишком больших усилий, эффект в это время достигается за счёт особой конструкции.
- Показатель размера. Размер в устройстве считается довольно важным показателем, особенно будет важным для небольших точек производства. Вместе с этим, чем меньше будет устройство, тем с меньшими деталями оно сможет совершать работу. Маленькое настольное устройство сможет покрыть потребности в работе мастерских либо в домашнем хозяйстве. Если же вы собираетесь совершать работу с большими деталями, то стоит выбирать более габаритный агрегат. Такие в большинстве случаев совершают свою работу на гидравлике.
- Цели использования. Прессы в основном применяются лишь на производстве либо во время монтажа. Есть специальные модели для осуществления производства пищевой продукции, к примеру, сока. Такие препараты в большинстве случаев используются при домашнем производстве.
Гидравлические пресс-подборщики классифицируются в зависимости от их предназначения:
- мощности двигателя, сжатия;
- по типу установленной камеры, внутри которой происходит сжатие;
- по функциональности камер;
- по параметрам создаваемых пакетов.
К специальному оборудованию относятся гибочные и листоподборочные пресс-подборщики, а к универсальному — одностоечные или рамные пресс-подборщики.
- специализированный;
- общего назначения.
В зависимости от режима работы автоматические прессы делятся на следующие типы:
По мощности различают следующие виды оборудования:
- многопозиционные верхнеприводные;
- нижнеприводные;
- вырубные быстрозаходные;
- вырубные чистовые тройного действия.
Пресс-подборщик для металлолома.
- маломощные, усилие до 2,5 МН, производительность до 6 тонн/час;
- среднемощные, номинальное усилие до 6,3 МН, производительность до 20 тонн/час;
- высокомощные, сжатие до 31,5 МН, производительность до 45 тонн/час.

Основной характеристикой, определяющей использование пресс-подборщика, является максимальная тяга поршня. Основной характеристикой, определяющей основную тягу плунжера, является его максимальная грузоподъемность, которая может составлять от 450 до 5 000 кг. Давления в 2 тонны достаточно для организации автосервиса, а 500 килограммов — для использования в жилом помещении.
Характеристики прибора
Кроме того, важно учитывать размер рабочей зоны и досягаемость штанги, так как это зависит от размера изготавливаемых деталей. Чем мощнее машина, тем она тяжелее и тем труднее ее поднимать. Поэтому по мере увеличения прочности на тонну вес машины начинает удваиваться. Чем выше номинальная мощность, тем больше сама машина и тем больше компонентов она может обслуживать.
Настольный тип считается более устойчивым, долговечным и надежным и гораздо проще в обращении. Замена деталей довольно проста, и на этом этапе детали становятся довольно дорогими. Точность выполнения работ обеспечивается общей жесткостью конструкции, а также монолитностью конструкции.
- Усилие (варьируется от 500 до 5 тыс. килограмм).
- Общая площадь в сечении штока (чем больше площадь, тем крупнее можно сделать само изделие).
- Высота общей заготовки (от 10 и до 25 сантиметров и зависит от диапазона вылета штока).