Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
Товар по теме:

Присадка в двигатель «Супротек Актив Стандарт»
Для безнаддувных бензиновых двигателей объемом до 1,6 литра. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла на угар, защищает поверхности трения в ЦПГ, и газораспределительном механизме от износа при запуске и перегревах.
Содержание

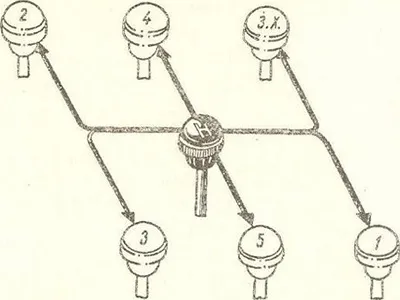
Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.
Присадка в двигатель «Супротек Актив Стандарт»
Для безнаддувных бензиновых двигателей объемом до 1,6 литра. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла на угар, защищает поверхности трения в ЦПГ, и газораспределительном механизме от износа при запуске и перегревах.
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
-
AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Сопоставление хонингования серого чугуна с хонингованием алюминия
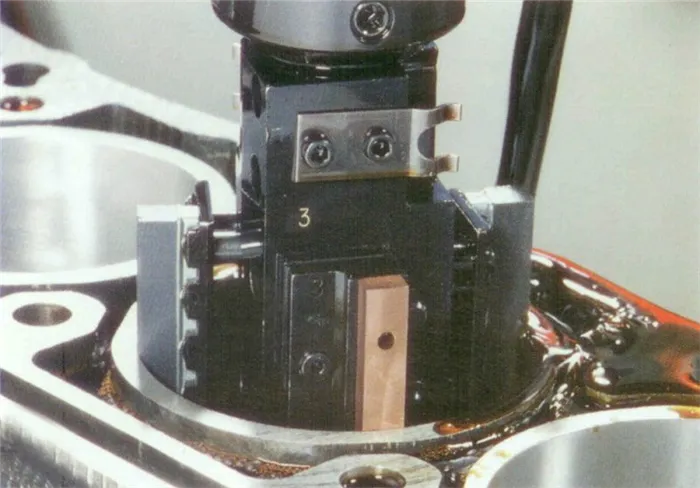
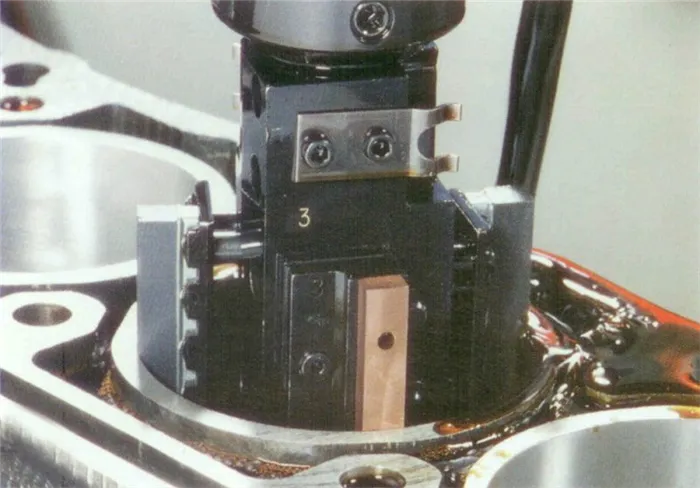
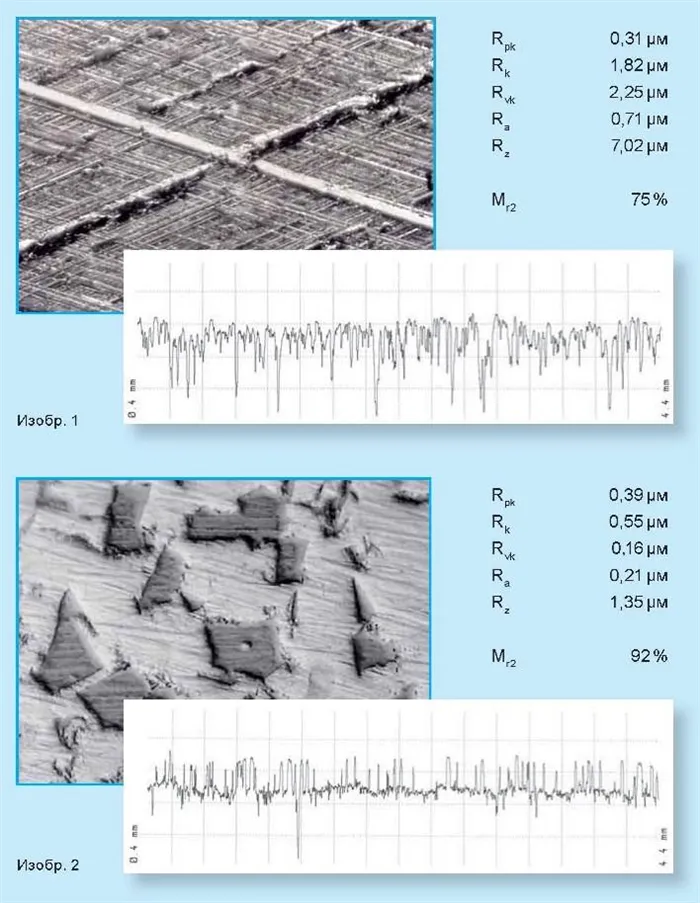
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.