Пропитка используется для укрепления обмоток, повышения влаго- и теплостойкости изоляции, улучшения теплопроводности, повышения механической и электрической прочности и замедления окисления под воздействием воздуха.
Способы пропитки
Во время пропитки все элементы обмотки покрываются лаком. Важно покрыть им все поверхности. Пропитка осуществляется с помощью различных методов:
Читайте также: Надежный мини ветряк: строим ветряк своими руками из старого компьютерного холодильника.
- Погружение статора в раствор. Погружайте изделие только вертикально. Замачивание завершается только тогда, когда в смеси перестают появляться пузырьки воздуха.
- Замачивание. Для этого статор также держат вертикально и медленно наносят краску.
Что касается роторов, то их пропитывают только путем прокатки в специальных ваннах. После этого процесса все детали необходимо положить на поверхность, чтобы излишки лака могли стечь. Остатки лака на механизме удаляются с помощью тряпки и бензина. Это касается только тех деталей, для которых такое соединение не требуется.







Как залить
Трансформатор подготавливается к обработке так же, как и парафин. Чтобы пропитка прошла успешно, следует выбрать емкость с большим объемом. Трансформатор должен быть полностью погружен в него и облит раствором. После этого бак, как правило, утилизируется. По этой причине дома целесообразно использовать пятилитровую пластиковую бутылку с отрезанной крышкой.
Следующий этап процесса вымачивания заключается в следующем:
Затем устройство должно быть испытано.
При помощи вакуумной камеры
Следующий шаг — тестирование блока после тестирования. Использование вакуумной камеры позволяет улучшить качество пропитки трансформатора. В этом случае трансформатор погружается в бак и герметично закрывается после заполнения. Следующим шагом является удаление воздуха из резервуара. Она вытекает из трещин и собирается на поверхности.
Виды лаков
Современный рынок предлагает несколько типов пропиточных растворов для электродвигателей. К этой разновидности относятся следующие типы пропитывающих лаков:
- FL-98. Основной ингредиент смеси — модифицированный глифалат. Лак очень хорошо сохнет и выдерживает значительные нагрузки. Поэтому его часто используют для обработки крановых двигателей и других приводных систем,
- ML-92. Химически этот лак очень похож на предыдущий тип. Однако рекомендуется использовать его уже для пропитки обмоток в электродвигателях и трансформаторах. Смесь очень хорошо цементируется после высыхания и качественно устойчива к воздействию влаги и масла,
- ГФ-95. Лак хорошо и долго сохраняет свою пластичность, поэтому его можно использовать для обработки различных типов обмоток. Он часто используется для систем, работающих в маслянистых жидкостях. Лак практически не повреждается этим веществом, а также хорошо выдерживает воздействие дуги.
Если для привода требуется менее 600 оборотов в минуту, лучше использовать быстрый мотор-редуктор или другую передачу вместо тихоходного двигателя.
Каким лаком пропитать обмотку
Работа электродвигателя зависит от многих факторов, одним из важнейших из которых является хорошая пропитка. Это защищает конструкцию блока от влаги и обеспечивает дополнительную теплоизоляцию.

Пропитка двигателей производится только специальными растворами, которые могут работать в определенных условиях. Более подробную информацию об этих продуктах см. на сайте https://lakokraska-ya.ru/lak-fl-98.
Способы пропитки
Во время пропитки все элементы обмотки покрываются лаком. Важно покрыть им все поверхности. Пропитка осуществляется с помощью различных методов:
- Погружение статора в раствор. Погружайте изделие только вертикально. Замачивание завершается только тогда, когда в смеси перестают появляться пузырьки воздуха.
- Замачивание. Для этого статор также держат вертикально и медленно наносят краску.
Что касается роторов, то их пропитывают только путем прокатки в специальных ваннах. После этого процесса все детали необходимо положить на поверхность, чтобы излишки лака могли стечь. Остатки лака на механизме удаляются с помощью тряпки и бензина. Это относится только к тем деталям, сборка которых не требуется.

Как предупредить повреждение изоляции обмотки статора асинхронного электродвигателя
Если вы хотите продлить «срок службы двигателя», необходимо соблюдать все условия транспортировки, хранения и эксплуатации. Машину не следует оставлять надолго в неотапливаемом и сыром помещении, а хранить при соответствующей температуре и хорошей вентиляции.
Если машина будет стоять без движения в течение длительного времени в сырую погоду, закройте впускные и выпускные вентиляционные отверстия. В сухую и жаркую погоду оставляйте все ворота открытыми.
Обмотки двигателя загрязняются, если для охлаждения двигателя используется недостаточно чистый воздух, с которым попадают капли или пары различных жидкостей, сажа, металлическая и угольная пыль и т.д. Износ контактных площадок и щеток также приводит к образованию и отложению токопроводящей пыли. Для предотвращения этого необходимо тщательно обслуживать агрегаты, регулярно осматривать и чистить их, при необходимости ремонтировать изоляцию и очищать охлаждающий воздух.
Экстремальное тепло и естественное старение приводят к тому, что изоляция теряет свою механическую прочность, становится гигроскопичной и хрупкой. Вибрации из-за ослабления соединений обмотки и пазов также могут вызвать разрушение изоляции.
Состояние изоляции определяется величиной сопротивления изоляции. Если оно ниже указанного значения, необходимо очистить и просушить обмотку. Этот процесс состоит из нескольких этапов:
- Демонтируйте двигатель.
- С помощью деревянного скребка и чистой ткани, смоченной в бензине или парафине, удалите грязь и пыль с доступной поверхности обмотки.
- Если обмотка соприкасается с морской водой, промойте ее пресной водой, чтобы предотвратить выделение соли на поверхности.
- Если двигатель закрыт, снимите его перед сушкой. Защищенную модель можно сушить как в собранном, так и в разобранном виде.
Двигатель можно высушить инфракрасными лучами или горячим воздухом. В последнем случае требуется сушильный шкаф, печь или ящик с электрическим или паровым обогревом. Сушильные агрегаты должны иметь два отверстия, одно сверху (для выхода пара и нагретого воздуха) и одно снизу (для входа холодного воздуха).
Чтобы избежать разбухания или механического повреждения изоляции в процессе сушки, температуру компонента необходимо постепенно повышать до 120 °C для изоляции класса A и 150 °C для изоляции класса B. Вначале сопротивление изоляции и температура обмотки измеряются с интервалом 15-20 минут, затем интервал увеличивается до 1 часа. Достижение постоянного значения сопротивления означает окончание сушки.
Если обмотка недостаточно увлажнена, сушка возможна за счет тепловой энергии самого двигателя. Наиболее удобным методом является сушка переменным током. Включите обмотку статора при пониженном напряжении, затормозив ротор (убедитесь, что фазная обмотка ротора замкнута накоротко и ток обмотки статора не превышает номинального значения). При однофазном напряжении соедините фазные обмотки последовательно; при низком трехфазном напряжении не изменяйте соединение обмоток.
Другой метод сушки заключается в использовании потерь энергии в корпусе двигателя и магнитопроводе. Снимите ротор и поместите временную обмотку магнита на статор, не распространяя ее повсюду (она должна покрывать только корпус и сердечник магнита).Если для привода требуется менее 600 оборотов в минуту, лучше использовать быстрый мотор-редуктор или другую передачу вместо тихоходного двигателя.
Способы пропитки
Во время пропитки все элементы обмотки покрываются лаком. Важно покрыть им все поверхности. Пропитка осуществляется с помощью различных методов:
- Погружение статора в раствор. Погружайте изделие только вертикально. Замачивание завершается только тогда, когда в смеси перестают появляться пузырьки воздуха.
- Замачивание. Для этого статор также держат вертикально и медленно наносят краску.
Что касается роторов, то их пропитывают только путем прокатки в специальных ваннах. После этого процесса все детали необходимо положить на поверхность, чтобы излишки лака могли стечь. Остатки лака на механизме удаляются с помощью тряпки и бензина. Это относится только к тем деталям, сборка которых не требуется.
Основные способы
Пропитка трансформаторов в домашних условиях может быть выполнена несколькими способами. Каждый из них может в определенной степени улучшить технические свойства устройства.
В свечном воске или парафине
Процесс пропитки парафином в домашних условиях осуществляется в несколько этапов:
- Воск расплавляется на нагретой плите без использования открытого огня. Масса должна быть жидкой и без комочков. Его количество таково, что трансформатор может быть полностью погружен в жидкий воск или парафин.
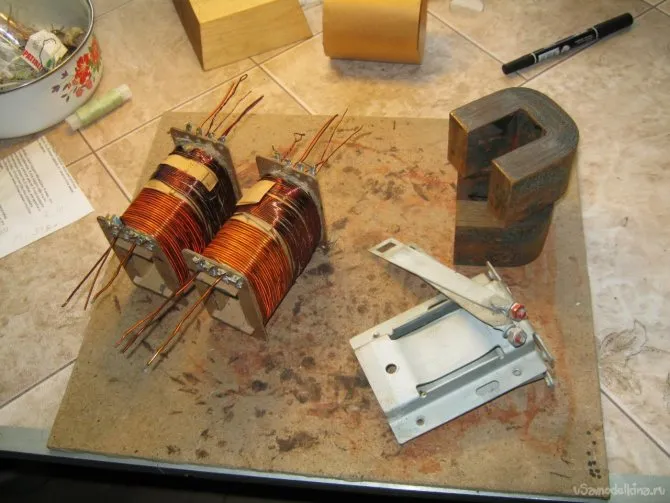
- Разжать зажим трансформатора и сжать его до нужного уровня. Подвесьте его на проволоку и полностью погрузите в кастрюлю. Дайте ему пропитаться в течение примерно пяти минут. За это время он полностью пропитается.
- Снимите трансформатор с противня и подвесьте его примерно на три часа, чтобы парафин или воск полностью высох.
- Осторожно удалите остатки высохшего средства с контактов и установите трансформатор на место.
Если эти вещества недоступны, альтернативой является парафиновый лак.
Пропитка в лаке
Для этого защитного покрытия можно использовать различные виды лака. В домашних условиях чаще всего используются алкидные лаки. Можно также использовать PVF-170 или PVF-171 или мебельные лаки. Этот метод также подходит для значительного улучшения характеристик трансформаторов.
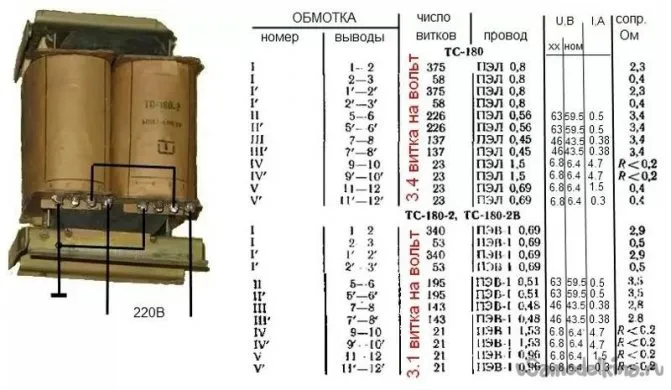
Вторичная обмотка представляет собой серьезную проблему. Желательно использовать провод со стеклянной изоляцией, а для вторичной обмотки — провод ПЭТВ-2 диаметром 2,36 мм, сложенный в 7 раз. Сечение вторичной обмотки должно быть около 17 мм2.
Способы лакирования приборов и конструктивных элементов
Самым простым методом обработки электроизоляционным лаком является метод окунания. Проникновение лака в обрабатываемую поверхность достигается за счет выталкивающей силы, возникающей вследствие большей плотности пропитывающего лака по сравнению с плотностью воздуха.

В некоторых случаях более низкое поверхностное натяжение лака по сравнению с поверхностным натяжением обмоточных проводов способствует проникновению лака. Преимуществом этого метода является низкая стоимость и возможность использования лаков на основе растворителей с высоким давлением паров растворителя.
Недостатком метода окунания является риск неполной пропитки, особенно для проводов с трафаретной печатью.
- Дальнейшим развитием процесса окунания является вакуумная пропитка; она заключается в том, что сначала создается вакуум в автоклаве, в котором находится пропитываемый узел машины (статор или ротор обмотки), поддерживается этот вакуум в течение определенного времени и лак всасывается в автоклав под созданным вакуумом.
- Благодаря хорошей сушке пропитанной сборки и удалению большей части воздуха изнутри обмотки, этот метод увеличивает плавучесть лака и обеспечивает более полную пропитку, чем метод погружения, особенно для обмоток с оплеткой.
Недостатками этого метода являются высокая стоимость эксплуатации оборудования, необходимость регулярных проверок и повышенные требования к используемым лакам (отсутствие вспенивания из-за кипения смеси растворителей под низким давлением).









Нанесение лака давлением и вакуумом
Самым современным методом пропитки оборудования является вакуумно-напорный процесс, который является технологическим усовершенствованием вакуумного процесса.

Процесс отверждения включает в себя четыре фазы:
- Нагрев обмотки или других конструктивных элементов перед их помещением в автоклав,
- Сушка в автоклаве в условиях высокого вакуума (~ Сушка в автоклаве под вакуумом ( 1 мбар),
- Помещение лака в автоклав и циклическое создание вакуума,
- Снижение вакуума и создание избыточного давления до ~ 3 бар.

Проникновение лака в высушенную обмотку и в поверхность обрабатываемого оборудования обеспечивает лучшую пропитку даже при очень толстых пропитках.
Недостатками этого метода являются стоимость установки, необходимость контроля со стороны UDT и необходимость использования более дорогих лаков без растворителей, чтобы избежать вспенивания лака. Описанные выше методы могут быть использованы для пропитки как крупных, так и мелких деталей машин.
Капельное нанесение лака
При капельном методе реактивный лак с низкой вязкостью наносится на вращающуюся спиральную машину. Пропитанный компонент предварительно нагревается в резисторе или печи.







В процессе окраски намотанный ротор или статор нагревается и одновременно вращается. При капельном методе необходимо регулировать реологические свойства лака и его реактивность, время напыления, температуру намотки и равномерное распределение лака по всей пропитываемой поверхности.
- Неправильная регулировка указанных параметров приведет к неполной пропитке, т.е. лак загустеет на поверхности, не проникая внутрь упаковки или не пропитывая всю поверхность упаковки.
- Слишком низкая температура поверхности или слишком низкая реакционная способность лака может привести к тому, что пропитка не загустеет и впоследствии загрязнит компоненты, расположенные рядом с обмоткой (например, переключатели, корпус статора).

Преимущества капельной пропитки: низкая стоимость оборудования, скорость процесса, низкий расход.
Если для привода требуется менее 600 оборотов в минуту, лучше использовать быстрый мотор-редуктор или другую передачу вместо тихоходного двигателя.
Шеллак для пропитки обмоток электродвигателей
Пропитка обмоток двигателя (далее — ЭО) в значительной степени определяет надежность этой машины. Покрытие обмоточных проводов повышает электрические и механические изоляционные свойства, от него зависит теплопроводность, влагостойкость и теплостойкость.
Однако все эти свойства во многом зависят от выбора лака.
Лак для пропитки обмоток электродвигателей
Лаки с пропиткой ED можно разделить на три группы в соответствии с их составом:
- На масляной основе,
- На нефтяной основе; На масляной основе; Синтетические (на основе искусственных полимеров),
- Натуральный (на основе смол природного происхождения).
Лаки на масляной основе используются для пропитки обмоток ЭД классов нагревостойкости A, B и E. Химический состав этих веществ и область применения описаны в ГОСТ 6244-70 и ГОСТ 8018-70 соответственно. Наиболее часто используемыми на рынке являются битумный лак для пропитки электродвигателей БТ-987 и алкидный лак ГФ-95.
Однако следует отметить, что лаки на масляной основе имеют большое время высыхания — 360 минут при температуре 105-110 градусов Цельсия.
Синтетические лаки не имеют этого недостатка. Кроме того, они обладают отличными цементирующими свойствами и отверждаются толстым слоем. Синтетические краски чрезвычайно разнообразны — на рынке представлено более десятка марок — и отличаются по своим характеристикам и областям применения.
Однако в подавляющем большинстве случаев для пропитки обмоток электродвигателей используются синтетические лаки.
Лаки на основе натуральных смол, напротив, используются редко. Было показано, что использование такого материала обеспечивает те же характеристики, но по гораздо более низкой цене. Например, полиэфирная краска на основе имидизоцианурата ID-9152 является отличной альтернативой органическим силикатным краскам.
Способы пропитки и сушки обмоток электродвигателя
Существуют следующие способы пропитки статора электродвигателя:
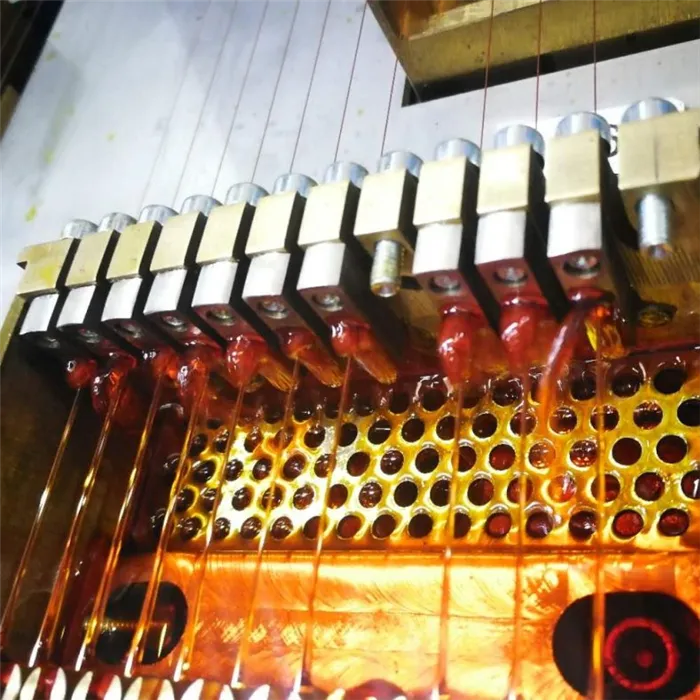
- Погружная пропитка. Обмотки погружаются в лак, нагретый до 70-80 градусов. Это лучший метод пропитки двигателей в домашних условиях, но он требует повышенных мер безопасности, а также занимает много времени,
- Пропитка под давлением. Катушки или часть статора помещаются в автоклав. Затем он заполняется лаком под давлением. Сначала давление в автоклаве повышают до 5-7 кПа на 5-10 минут, затем понижают до атмосферного давления на 5-10 минут, после чего этот процесс повторяют 2-4 раза,
- Вакуумная пропитка электродвигателей осуществляется в подходящем помещении. Обмотки помещаются в специальный резервуар. Затем из резервуара удаляется воздух, и резервуар заполняется пропиточным лаком. Затем давление повышается до 0,2-0,3 мПа. Следующий шаг — сбросить давление и долить лак. После нескольких таких циклов катушка полностью пропитывается.
Лучшим методом пропитки, конечно же, является вакуумный метод, который обеспечивает глубокое проникновение лака. Однако это невозможно сделать в домашних условиях без специального автоклава. Вы должны быть довольны пропиткой дипа, которая также обеспечивает приемлемое качество лечения.
А сушка пропитанной упаковки производится в печах с контролируемой температурой.
Способы пропитки
Во время пропитки все элементы обмотки покрываются лаком. Важно покрыть им все поверхности. Пропитка осуществляется с помощью различных методов:
- Погружение статора в раствор. Погружайте изделие только вертикально. Замачивание завершается только тогда, когда в смеси перестают появляться пузырьки воздуха.
- Замачивание. Для этого статор также держат вертикально и медленно наносят краску.
Что касается роторов, то их пропитывают только путем прокатки в специальных ваннах. После этого процесса все детали необходимо положить на поверхность, чтобы излишки лака могли стечь. Остатки лака на механизме удаляются с помощью тряпки и бензина. Это относится только к тем деталям, сборка которых не требуется.

Виды лаков
Современный рынок предлагает несколько типов пропиточных растворов для электродвигателей. К этой разновидности относятся следующие типы пропитывающих лаков:
- FL-98. Основной ингредиент смеси — модифицированный глифалат. Лак очень хорошо сохнет и выдерживает значительные нагрузки. Поэтому его часто используют для обработки крановых двигателей и других приводных систем,
- ML-92. Химически этот лак очень похож на предыдущий тип. Однако рекомендуется использовать его уже для пропитки обмоток в электродвигателях и трансформаторах. Смесь очень хорошо цементируется после высыхания и качественно устойчива к воздействию влаги и масла,
- ГФ-95. Лак хорошо и долго сохраняет свою пластичность, поэтому его можно использовать для обработки различных типов обмоток. Он часто используется для систем, работающих в маслянистых жидкостях. Лак практически не повреждается этим веществом, а также хорошо выдерживает воздействие дуги.
Существует множество других лаков для пропитки обмоток. При выборе важно учитывать технические характеристики решений и проконсультироваться с экспертом, который поможет подобрать оптимальный вариант.
Безопасность эксплуатации электрических машин зависит не только от типа и качества изоляционных материалов, используемых для обмоток, но и от правильной пропитки обмоток, которая улучшает электрические и механические свойства изоляции, а также ее тепло-, влаго- и температуропроводность.
Процесс пропитки состоит, по сути, из удаления влаги из пор изоляционных материалов, заполнения их жидким лаком и сушки лака для его затвердевания. Для механической защиты изоляции, после окончательной пропитки и сушки, обмотки покрываются лаком, состоящим из основы и растворителя или эмали. Верхние покрытия и пропитывающие лаки должны выбираться в соответствии с конкретными условиями ремонтируемого двигателя, окружающей среды, конструкции двигателя и класса изоляции. Эмали и растворители токсичны и огнеопасны, поэтому они хранятся в специальных помещениях, оборудованных вентиляцией и необходимыми средствами пожаротушения, с оптимальной температурой 25°C. При ремонте обмоток используются следующие методы пропитки. Погружная пропитка. При этом методе обертка погружается в горячий лак при температуре 70-80°C. Такая пропитка обеспечивает хорошее проникновение лака в изоляцию, но является трудоемким процессом. Пропитка под давлением. Часть двигателя с обмотками или катушкой загружается в автоклавы, которые герметично закрываются и заполняются пропитывающими веществами под давлением. Давление в автоклавах поддерживается на уровне 5-7 кПа в течение 5-10 минут, а затем снижается до атмосферного давления в течение 5-10 минут. Этот цикл давления повторяется три-пять раз. Этот метод обеспечивает хорошее проникновение лака в изоляцию. Погружение путем смешивания с вакуумной сушкой. При этом методе обмотки пропитываются жидким битумом, смешанным с маслом и канифолью. Перед пропиткой влага удаляется из асфальтовой массы путем испарения. Пропитка покрытий красками состоит из предварительной сушки перед пропиткой, самой пропитки (дважды) и сушки после пропитки. Предварительная сушка проводится для удаления влаги из волокнистой изоляции. Кроме того, нагрев обмоток улучшает проникновение лака при последующей пропитке. При пропитке водной эмалью предварительная сушка обмоток не требуется. Обмотки сушатся в сушильных шкафах с температурой нагрева 150 — 200 °C с контролем температуры. Желательны также автоматические устройства и оборудование, поддерживающие температуру на необходимом уровне. В процессе сушки происходит циркуляция горячего воздуха и удаление паров воды и разбавителя. После сушки статор охлаждается до температуры 50-70 °C и затем погружается в ванну с лаком (на 150-200 мм ниже уровня лака) до тех пор, пока не перестанут подниматься пузырьки воздуха, что свидетельствует о проникновении лака в обмотку. После пропитки статор вынимают из ванны, кладут на решетку, чтобы дать стечь излишкам лака, и помещают в печь для просушки. Обычно проводится две пропитки и одна сушка, хотя для мощных электрических машин их число увеличивается до трех. После каждой пропитки лак удаляется с участков, не подлежащих пропитке, тканью, смоченной в растворителе, а поверхность свинцовых кромок смазывается вазелином. Сушка с помощью инфракрасных лучей. Этот новый метод сушки осуществляется с помощью специально разработанных ламп накаливания типов ЗС-1, ЗС-2, ЗС-З, в которых 80-90% электрической энергии преобразуется в лучистую тепловую энергию. При отсутствии специальных ламп используются обычные лампы накаливания. В этом случае на них подается напряжение, которое на 10-15% ниже номинального. При ремонте статора облучение лампами можно легко проводить на месте, что очень практично. Для сушки статора со снятым ротором лампы помещаются в отверстие статора; для сушки якоря — по окружности. Расстояние между лампами должно быть установлено на 0,
2 — 0,25 м, а между лампами и облучаемой поверхностью — 0,3 — 0,35 м. На поверхности обмотки температура контролируется с помощью термометров или термопар, покрытых тафтяной лентой от прямого облучения. После включения ламп через 1 — 2 часа измеряется и регистрируется температура и сопротивление изоляции. Через каждые 2 часа непрерывного облучения после начала сушки лампы необходимо выключать на 10-15 минут, чтобы создать разницу температур между внутренним и внешним изоляционными слоями. Для ускорения процесса сушки и удаления выделившихся водяных паров нагретые витки обдуваются холодным воздухом в течение 10-15 минут каждые 30-40 минут. Сжатие и сушка под вакуумом. Во время конденсации обмотки пропитываются жидким битумом или битумом, смешанным с маслом и канифолью (74 % краснодарского битума, 5 % канифоли и 5 % льняного масла). В отличие от лака, разжижение массы не требует использования растворителей, а достигается путем нагревания. Поэтому после отверждения массы получается более монолитная обмотка с хорошо заполненными пустотами, которая обладает повышенной теплопроводностью, влагостойкостью и хорошими электроизоляционными свойствами. Синтез проводится при давлении 6 — 8 кПа. При вакуумной сушке влага и воздух удаляются до смешивания, т.е. воздух отсасывается из емкости, в которой происходит сушка. После пропитки и сушки обертки покрываются лаком (лакируются) с помощью лакового пистолета или путем погружения в лаковую ванну два или три раза. Конверты, покрытые лаками или эмалями печной сушки, отверждаются при температуре 80-120 °C, а лаки и эмали холодной сушки отверждаются без нагрева.
Акриловый лак с изоляционными свойствами
Убедитесь, что лак или стекловолоконная сетка проникает в паз на 8-15 мм, в зависимости от размеров машины. Пазовая коробка также должна выступать из паза на 8-15 мм.
Если вы ищете ткань с высокими диэлектрическими свойствами, вы можете попробовать акриловый изоляционный лак. Он также используется для защиты обмоток двигателей и трансформаторов и печатных плат от коррозии и атмосферных воздействий.
- Высыхает довольно быстро. Он образует прозрачную защитную пленку, достаточно прочную и устойчивую к различным воздействиям. Преимущества такого решения неоспоримы:
- Влагостойкость,
- устойчивость к загрязнениям,
- защита от окислительных реакций,
- химическая инертность,
- высокие диэлектрические свойства,
широкий диапазон рабочих температур — о т-70°C до +100°C.
Электроизоляционные лаки и аналогичные продукты необходимы для безопасного и эффективного использования электрооборудования различных типов.
Основные способы
Пропитка трансформаторов в домашних условиях может быть выполнена несколькими способами. Каждый из них может в определенной степени улучшить технические свойства устройства.
В свечном воске или парафине
Процесс пропитки парафином в домашних условиях осуществляется в несколько этапов:
- Воск расплавляется на нагретой плите без использования открытого огня. Масса должна быть жидкой и без комочков. Его количество таково, что трансформатор может быть полностью погружен в жидкий воск или парафин.
- Разжать зажим трансформатора и сжать его до нужного уровня. Подвесьте его на проволоку и полностью погрузите в кастрюлю. Дайте ему пропитаться в течение примерно пяти минут. За это время он полностью пропитается.
- Снимите трансформатор с противня и подвесьте его примерно на три часа, чтобы парафин или воск полностью высох.
- Осторожно удалите остатки высохшего средства с контактов и установите трансформатор на место.
Если эти вещества недоступны, альтернативой является парафиновый лак.
Пропитка в лаке
Для этого защитного покрытия можно использовать различные виды лака. В домашних условиях чаще всего используются алкидные лаки. Можно также использовать PVF-170 или PVF-171 или мебельные лаки. Этот метод также подходит для значительного улучшения характеристик трансформаторов.
Какой лак можно использовать
Для этого защитного покрытия можно использовать различные виды лака. Наиболее часто используемым в домашних условиях является алкидный лак. Также можно использовать PVF-170 или PVF-171 или мебельные лаки. Этот метод также подходит для значительного улучшения характеристик трансформатора.
В большинстве случаев для пропитки используется лак на алкидной основе. Зебра — самый распространенный вариант. При покупке следует обращать внимание на класс вязкости. Для этой цели предпочтительнее использовать составы в прозрачных емкостях. Например, в прозрачной пластиковой или стеклянной бутылке.
Консистенция должна быть достаточно вязкой, что хорошо видно через прозрачные стенки.
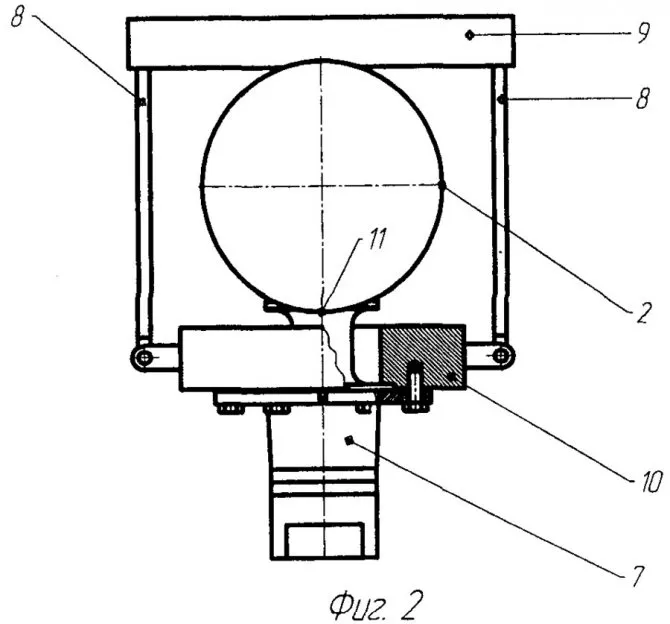
Рисунки к патенту РФ 2375805
Пропитка двигателей осуществляется только специальными растворами, которые могут работать в определенных условиях. Более подробную информацию об этих продуктах см. на сайте http://lakokraska-ya.ru/lak-fl-98.
Изобретение относится к технологии пропитки обмоток электродвигателя изоляционным лаком и/или изоляционной смесью, в частности обмоток электродвигателя погружного насоса.
Процесс пропитки обмоток электродвигателя глубинного насоса изоляционным лаком и/или изоляционным составом (далее «рабочая жидкость»), имеющим удлиненный трубчатый корпус и заключающимся в действии естественной силы тяжести на рабочую жидкость, проникая в поры обмотки и удаляя газовые включения (см. технологическую инструкцию «Пропитка и сушка обмотки статора электрофильтра с ВС- 346А, производства итальянской компании Albesiano Sisa Vernici, рис. 2′) хорошо известен. В этом случае корпус двигателя насоса устанавливается под углом, и рабочая жидкость подается из резервуара в гидравлически связанную внутреннюю полость корпуса до тех пор, пока рабочая жидкость не заполнит измерительную емкость.
Недостатки способа заключаются в том, что рабочая жидкость по предлагаемой ультразвуковой технологии, поступающая в полость тела под действием силы тяжести, не изменяет своих реологических свойств в лучшую сторону и заполняет полости между обмоточными проводами настолько, что этому не препятствуют ее текучесть, наличие воздушных карманов, отсутствие смачивания поверхности и другие негативные факторы. Если обмотки электродвигателя глубинного насоса не пропитаны должным образом, это может привести к короткому замыканию в обмотках и выходу насоса из строя во время работы. Чтобы поднять насос из скважины и заменить его на исправный, требуется до двадцати четырех часов, что приводит к потере добычи нефти и упущенной выгоде.
Цель изобретения — не изменяя основных приемов известной технологии пропитки обмоток электродвигателей рабочей жидкостью, улучшить пропитку сердечника и тем самым улучшить изоляцию проводов обмотки во избежание аварий при работе насоса в межремонтный период.
Задача решается тем, что известен способ пропитки обмоток электродвигателя глубинного насоса с удлиненным трубчатым корпусом изоляционным лаком и/или составом (рабочей жидкостью), заключающийся в воздействии физической силы тяжести на рабочую жидкость путем ее проникновения в поры обмоток и удаления газовых включений, Отличается согласно изобретению тем, что одновременно с пропиткой под действием силы тяжести и удалением газа, процесс интенсифицируется действием ультразвука, путем приложения излучателей ультразвука непосредственно к виткам.
Дополнительные признаки, повышающие эффект от применения предлагаемого способа, заключаются в том, что плотный контакт излучателей с корпусом обеспечивается за счет того, что поверхность излучателя совпадает с кривизной корпуса, а также в том, что излучатели расположены на цилиндрической поверхности корпуса в ряд вдоль его оси и что они расположены в корпусе группами в количестве, кратном двум.
§ 15-1. Назначение пропитки
Эти особенности улучшают передачу ультразвуковых колебаний от корпуса к массе рабочей жидкости, что улучшает ее реологические свойства и позволяет лучше проникать между витками и интенсивнее удалять газовые включения из полости. Кроме того, благодаря размещению в теле по меньшей мере двух излучателей достигается равномерное ультразвуковое воздействие. В то же время, предложенные особенности не изменяют общий рисунок пропитки катушек.
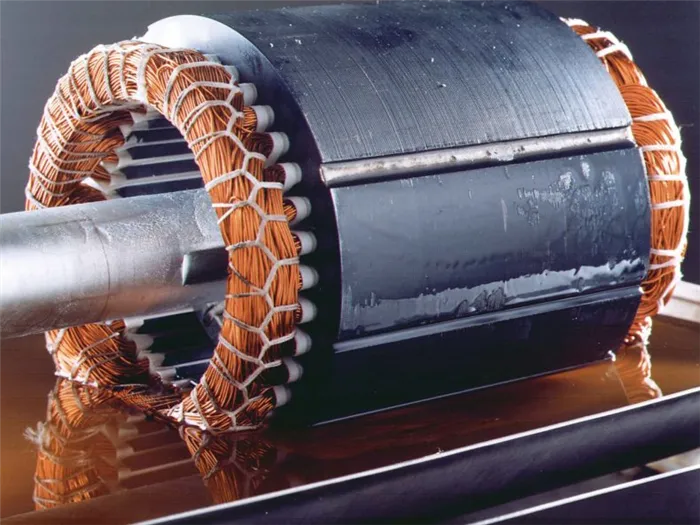
- В процессе изготовления и после вставки в пазы статора, ротора и якоря обмотки пропитываются лаками или компаундами, а затем высушиваются. Процесс пропитки и сушки улучшает следующие свойства электрической изоляции
- улучшено термическое сопротивление
- теплопроводность обмоток улучшается за счет уменьшения воздушных карманов между проводниками и стенками паза сердечника,
- водостойкость изоляции, особенно волокнистой, повышается за счет снижения гигроскопичности вследствие заполнения пор и образования лака, препятствующего проникновению влаги в обмотку,
- диэлектрическая прочность изоляции повышается, поскольку диэлектрическая прочность пропитанных материалов выше, чем у воздуха между волокнами непропитанных материалов,
Механическая прочность изоляции повышается, так как пропитанная обмотка имеет хорошо сцементированные витки, которые плотно и надежно входят в пазы сердечника. Это предотвращает перемещение проводников из-за вибрации и относительный износ изоляции из-за трения.
ФОРМУЛА ИЗОБРЕТЕНИЯ
После сушки внешние поверхности обмоток покрываются эмалями и лаками для покрытия. Образующаяся твердая и гладкая пленка толщиной 50-60 мкм защищает изоляцию от влаги, смазочных масел и скопления пыли.
1. Способ пропитки обмоток электродвигателя глубинного насоса, имеющего удлиненный трубчатый корпус, изоляционным лаком, заключающийся в воздействии естественной силы тяжести на лак путем проникновения лака в поры обмоток и удаления газовых включений, характеризующийся тем, что в том, что одновременно с пропиткой под действием силы тяжести и удалением газа, процесс интенсифицируется действием ультразвука, путем размещения излучателей ультразвука непосредственно на корпусе электродвигателя, обеспечивая их плотный контакт и тем самым генерируя ультразвуковые колебания.
2. способ пропитки обмоток электродвигателя по п. 1, отличающийся тем, что плотный контакт между эмиттерами и корпусом обеспечивается за счет того, что поверхность эмиттера имеет кривизну, соответствующую кривизне корпуса, и тем, что эмиттеры расположены на цилиндрической поверхности корпуса последовательно вдоль его оси.
3. способ пропитки корпусов электродвигателей по п. 1, характеризующийся тем, что излучатели расположены в корпусе группами, кратными двум в каждой группе.