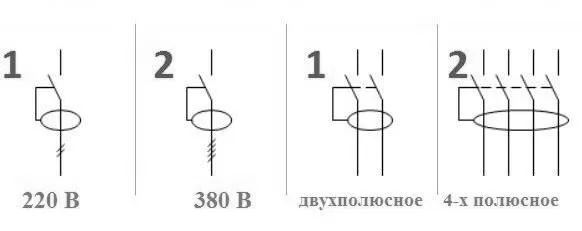
Предупреждение. При питании от сети с изолированной нейтралью снимите перемычку между клеммами N и «земля» на входном клеммнике XI (рис. 8), установленном на панели управления.
Электрооборудование токарных станков
Для обеспечения высокой надежности при эксплуатации и обслуживании электрооборудования токарного станка 16К20 специалистами со скромными знаниями, все реле и другое электрооборудование имеют простую конструкцию и проверены многолетней эксплуатацией в различных условиях. Электрооборудование (за исключением некоторых устройств) размещено в шкафу управления в задней части машины. Электрооборудование предназначено для подключения к трехфазной сети переменного тока с постоянно заземленной или изолированной нейтралью.
Основные параметры электрооборудования
Потребляемая мощность, кВт — 11
Напряжение сети, В — 380
Напряжение цепи управления, В — 110
Напряжение в цепи местного освещения, В — 24.
Частота, герц — 50
Описание электрической схемы
Запуск главного приводного двигателя М1 и гидравлической станции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает метку катушки контактора К1 и переводит его в режим самопитания. Главный приводной двигатель Ml останавливается нажатием кнопки S3. Высокоскоростной двигатель M2 управляется кнопкой, встроенной в ручку фартука, которая активируется концевым выключателем S8. Электрический охлаждающий насос M3 включается и выключается с помощью переключателя S7. Работа электронасоса заблокирована с двигателем главного привода M1 и может быть запущена только при замкнутом контакте пускателя K1.
В схеме имеется реле времени KZ для ограничения холостого хода двигателя главного привода. В среднем (нейтральном) положении пусковых рукояток фрикционной муфты главного привода замыкается размыкающий контакт конечного выключателя S6, срабатывает реле времени K3 и своим контактом отключает двигатель главного привода после установленной выдержки времени. Категорически запрещается изменять временную задержку, когда реле находится в рабочем состоянии.
Электродвигатели главного привода, привода ходовой части и центробежного привода, электрический насос охлаждения и трансформатор должны быть защищены от токов короткого замыкания с помощью автоматических выключателей и предохранителей.
Электродвигатели (за исключением электродвигателя М2) защищены от длительных перегрузок тепловыми реле.
Защита нейтрального проводника цепи машины, которая предотвращает самопроизвольный запуск двигателя в случае внезапного отключения питания, обеспечивается катушками магнитного пускателя.
Электрооборудование металлообрабатывающих станков,токарные станки,общие сведения
- 1. общая информация
- 2. токарные станки, общая информация
- 3. электрическая схема токарного станка 1Р 365
- 4. общая информация о сверлильных и расточных станках
- 5. электрическая схема радиально-сверлильного станка
- 6. электрическая схема сверлильного станка модели 2620
- 7. строгальные станки, общая информация
- 8. схема управления электровозбуждением продольно-строгального станка DTT
- 9. схема управления профилирующим станком Tn-D продольно-строгального станка
- 10. Фрезерные станки, общая информация
- 11. Принципиальная схема управления вертикально-фрезерным станком
- 12. Принципиальная схема копировально-фрезерного станка
- 13. Общая информация о шлифовальных станках
- 14. Принципиальная схема управления круглой ковочной машиной, модель ZA161
- 15. общая информация о станках
- 16. электрическая схема управления станком
- 17. кузнечно-прессовые машины, общая информация
- 18. электрическая схема управления кузнечно-штамповочным прессом EF.
- 19. Электрическая схема управления фрикционным прессом EF
- …
- …
- …
- …
- Электрооборудование до 1000 В
- Электрооборудование
- Электрические машины
- Эксплуатация электрооборудования
- Электрооборудование электротехнического завода
- Электрооборудование для общепромышленных предприятий
- Электрооборудование для транспортных систем
- Электрооборудование для станков
- Электротехника
- Электрическое поле
- Электрические цепи постоянного тока
- Электромагнетизм
- Электрические машины постоянного тока
- Основные понятия о переменном токе
- Цепи переменного тока
- Трехфазные цепи
- Электрические измерения и приборы
- Трансформеры
- Электрические машины переменного тока
- Электромонтаж
- С чего начинается монтаж электрооборудования и электропроводки?
- Монтаж электропроводки
- Расчет потребляемой мощности, сечения кабеля и автоматических выключателей
- Электропроводка и кабели в жилых и нежилых зданиях
- Электромонтажные работы для распределительных коробок и электроприборов
- Электромонтаж и заземление розеток
- Установка выравнивания потенциалов
- Монтаж контуров заземления
- Модульная установка системы заземления с вилками и розетками
- Электромонтаж кабелей для подогрева пола
- Электромонтаж для подземной прокладки кабеля
- Электричество в частном доме
- Электротехнический проект
- Электрооборудование до 1000 В
- Электрооборудование
- Электрические машины
- Эксплуатация электрооборудования
- Электрооборудование электротехнического завода
- Электрооборудование для общепромышленных предприятий
- Электрооборудование для транспортных систем
- Электрооборудование для станков
- …
Обработка заготовок на токарном станке осуществляется в ротационном процессе с использованием режущих инструментов. Движение подачи инструмента снимает слой металла с поверхности заготовки и придает ей желаемую форму. Современные станки отличаются высокой точностью, и нити можно нарезать любой формы.
Капитальный ремонт электрической схемы токарного станка
Здравствуйте. Я занимаюсь ремонтом токарных станков уже несколько лет. Со мной работает много других людей, у которых разные задачи. Моя область специализации — электротехника.
В основном это станки, произведенные в СССР, 1960-1980 гг. Существует множество модификаций станков, даже с одинаковым названием — это зависит от года выпуска и завода.
Иногда мне приходится полностью заменять все части схемы, включая двигатели и кабели, не говоря уже о пускателях и кнопках. Это зависит от того, сколько денег готов заплатить клиент, и от состояния машины — иногда достаточно заменить входной переключатель и подгоревшие контакты, и машина готова.
Поскольку богатых клиентов нет, нам приходится идти на компромисс, удешевляя продукт и сохраняя некоторые функции. Сейчас я постараюсь объяснить, что получится в результате и какие функции не будут работать.
Устройство токарного станка
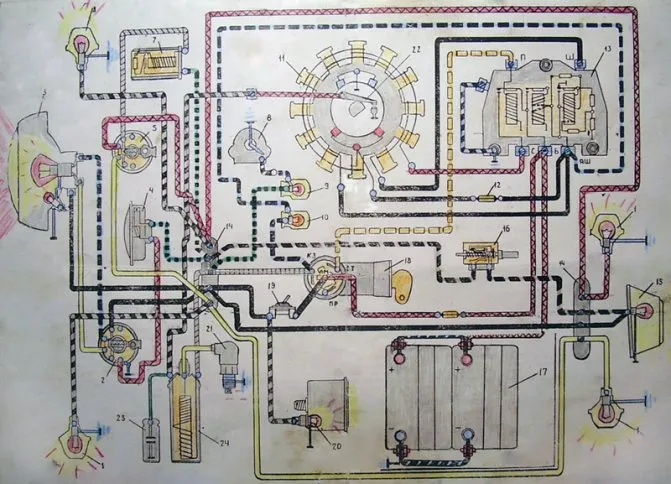
Классический токарный станок из СССР состоит из деталей, показанных на рисунке:
Конструкция токарного станка — вид спереди
На этом рисунке показано не все, а только некоторые части, но этого достаточно для первого понимания. Детали, связанные с электрикой, отмечены.
- 8 — Кнопка для муфты шпинделя и переключателя направления. Важно, чтобы эта кнопка действовала на концевой выключатель нулевого хода — пока она нажата, машина не запустится.
- 12 — Кнопки пуска и остановки для управления главным двигателем.
- 21 — неблокируемая кнопка для активации высокоскоростного мотора (ускоренное движение кресла-коляски).
- 24 — осветительная лампа.
- 27 — прямой амперметр, для контроля основного тока двигателя.
- 28 — Тумблер для включения двигателя насоса охлаждающей жидкости.
- 29 — Индикатор активации.
- 30 — рукоятка активации.
Электрическая схема токарного станка
SamElectrik.ru в социальных сетях:
Зарегистрируйтесь! Это интересно и там!
Решил привести схему токарного станка 16К20 и подобных, с которыми сталкиваюсь чаще. При описании системы я буду приводить фотографии и принципы работы каждого компонента.
Типичная схема токарного станка
Общий вид панели управления:
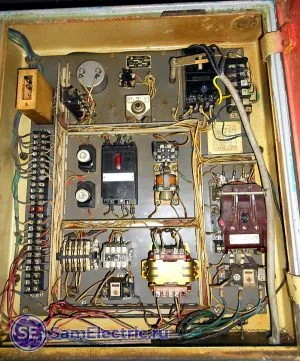
Шкаф управления токарным станком — дверь открыта
Давайте сначала посмотрим на силовую часть (слева от трансформатора на схеме).
Вводной автомат и система блокировки двери
Входной переключатель F1 является выключателем питания и активируется кнопкой на передней панели:

Панель управления токарного станка до ремонта. Кнопка питания, индикатор сети, работающая система охлаждения, амперметр.
Выключатель машинного входа. Отсутствие проводов в верхних клеммах.
Входные клеммы, как видно на фото, часто сгорают из-за небрежного отношения электриков к этому важному участку. Машины часто перемещают и переподключают.
Система заземления всегда TN-C, т.е. объединенный PEN-проводник прикручивается к шасси и нейтральному проводнику. Точнее, нулевой проводник и заземление прикручиваются к шасси болтом.
Система H1-S1-F1 обеспечивает отключение выключателя F1 при открытии двери, таким образом, машина полностью отключается. Если электрик опытен и имеет специальный ключ, он может обойти эту систему.

Система безопасности — сигнальная лампа H1, концевой выключатель открытия двери S1, выключатель PU, автоматический выключатель F1. Вы также можете увидеть заднюю часть амперметра.
Это делается путем вставки и поворота ключа в положение PU после открытия дверцы и повторного включения автомата. Это вызывает мигание индикаторов H1.
Но обычно (всегда) предохранительный ключ теряется, переключатель ПУ разбивается отверткой, и отважные электрики (а иногда и вращатели!) получают в руки двигатель под напряжением. Я называю лопату лопатой.
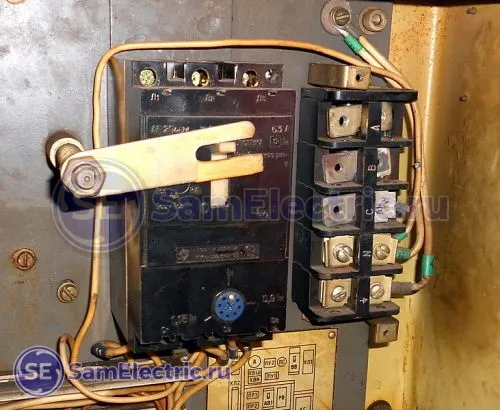
Главный контактор
Контактор K1 является самым мощным контактором в машине. Он управляет не только двигателем M1 (шпиндель, мощность 7,5 или 10 кВт), но и гидромотором. Однако водоснабжение бывает редко, поэтому мы не будем рассматривать двигатель M4 и тепловое реле F7.

Контактор для двигателя главного шпинделя
Кроме контактора, имеется тепловое реле F5 (см. ниже). Тепловое реле старого типа имеет два полюса (управляет двумя фазами). Одна из фаз пропускается через измеритель тока. Три синих провода идут к двигателю M1.
Главный двигатель передает вращательное движение на коробку передач через трансмиссионный ремень.
Быстрый ход каретки и СОЖ
Через автоматический выключатель F2 на высокоскоростной двигатель M2 подается ток (прибл. 6 A) через контактор K4. Он активируется вручную на короткое время и поэтому не имеет тепловой защиты. Двигатель M3 питается через тот же автоматический выключатель и контактор K2 и управляет насосом охлаждающей жидкости. Насос включается вручную с помощью тумблера на панели управления.
Поскольку богатых клиентов нет, нам приходится идти на компромисс, удешевляя продукт и сохраняя некоторые функции. Сейчас я постараюсь объяснить, что получится в результате и какие функции не будут работать.
ІІ.7. Рекомендации по обслуживанию электрооборудования.
ІІІ.7.І. Регулярно проверяйте состояние пускового и передаточного устройств. Все части электрического устройства должны быть очищены от червей и грязи. Если на контактах образовался нагар, его необходимо удалить бархатным напильником или наждачной бумагой. Для предотвращения ржавчины поверхность соединения сердечника и якоря следует регулярно смазывать машинным маслом, а затем протирать сухой тряпкой, чтобы предотвратить прилипание якоря к сердечнику. При осмотре релейных устройств особое внимание следует уделить надежности замыкания и размыкания контактных мостиков.
ІІІ.7.2 Периодичность технических осмотров электродвигателей определяется в зависимости от условий производства, но не реже одного раза в два месяца. При технических осмотрах проверяется состояние направляющих обмоток статора, производится очистка двигателей от загрязнений, проверяется надежность заземления и соединения валов с физическим механизмом. Частота профилактического обслуживания зависит от условий производства, но не реже одного раза в год. Профилактическое обслуживание включает в себя разборку электродвигателей, очистку внутренних и внешних поверхностей и замену смазки подшипников. Смазку подшипников следует менять через 4000 часов работы при нормальных условиях эксплуатации и чаще (по мере необходимости), если электродвигатель эксплуатируется в пыльной и влажной среде.
III.4 Запорные устройства. При открытии крышки запасного инструмента или защитного шпинделя активируются концевые выключатели S9 или S10, которые отключают электродвигатель главного привода.
Для управления вращением шпинделя имеются два маховика, расположенные на головке и на каретке. Каждая рукоятка имеет три фиксированных положения: а) вращение по часовой стрелке; б) нейтральное положение; в) вращение против часовой стрелки. В зависимости от выбранной позиции может использоваться только один из них. При одновременном нажатии двух кнопок устройство выключается. Повторный запуск главного привода возможен только при закрытом ограждении и обеих рукоятках в нейтральном положении путем нажатия кнопки «Запуск гидравлического агрегата».
Для предотвращения заклинивания шпинделя в гидростатических подшипниках из-за недостатка давления станок оснащен реле контроля вращения 4, которое задерживает остановку привода гидроагрегата до полной остановки шпинделя.
Если шпиндель перегружен осевой нагрузкой с изгибающим моментом из-за падения давления масла, поступающего в гидростатические подшипники шпинделя, например, из-за засорения фильтров, электроконтактный манометр отключает вращение шпинделя.
Помещение управления оборудовано устройством световой сигнализации безопасности типа ULC-2, которое указывает: a) состояние включения выключателя PI — поочередное мигание красным светом всех ламп; b) состояние отключения УЗО — лампы не мигают; c) замыкание контакта в состоянии отключения УЗО — мигание одной, двух или трех ламп.
5. Инструкция по первоначальному пуску станка.
При первом вводе машины в эксплуатацию проверьте надежность заземления и монтажа электрооборудования путем внешнего осмотра и измерения сопротивления. После проверки отсоедините силовые кабели всех электродвигателей от клеммных коробок в помещении управления и подключите машину к сети через автоматический выключатель остаточного тока. Убедитесь, что все блокирующие устройства работают. Проверьте правильность работы реле и контакторов с помощью ручного управления. Если все устройства панели управления работают нормально, подключите ранее отсоединенные кабели к клеммам. Проверьте направление вращения электродвигателей, включив их один за другим, и начните тестирование машины.
Нажатие кнопки S 5,I «Пуск гидростатической станции» на шпиндельной бабке активирует реле K3 (если обе кнопки находятся в нейтральном положении), которое в свою очередь активирует пускатель K2. Активируется гидравлический мотор M2. При достижении необходимого давления (см. стрелку на манометре на передней клеммной коробке) включается главный привод. Нажатие кнопки S5.2 «Остановить гидравлический агрегат» немедленно останавливает главный привод. Одновременное нажатие кнопки S5.2 «Остановить гидравлический агрегат» эквивалентно нажатию двух рукояток.
Двигатель быстрого перемещения каретки и каретки M4 управляется кнопкой S8, независимо от состояния блока питания. Электрический насос охлаждения включается и выключается с помощью переключателя S 12. Электронасос включается только при вращении главного двигателя. Вращение шпинделя двигателя активирует реле K7, которое заряжает конденсаторы C19. c28 и активирует реле времени KI. Реле времени, настроенное на 5 секунд, подготавливает цепь к активации электромагнитной тормозной муфты UL, размыкая ее контакт с временной задержкой. В момент остановки шпинделя (кнопка в нейтральном положении) реле K7 размыкается, контакт K7 (48-52) замыкается и активируется муфта электромагнитного тормоза. Он находится под напряжением в течение 5 секунд, пока шпиндель двигателя не остановится, а затем отключается (когда контакт K1 (50-52) размыкается).
Когда аккумулятор полностью разряжен, шпиндель автоматически освобождается. Защита от тока короткого замыкания обеспечивается автоматическими выключателями и предохранителями. Двигатель защищен от длительных перегрузок тепловыми реле. Типы, значения номинальных токов и токов управления для всех вышеперечисленных устройств приведены в каталоге изделий I6K2OBFL.000.000 p. 3.2 Защита нулевой последовательности электрооборудования машины, обеспечивающая возможность самопроизвольного включения оборудования в случае восстановления электроснабжения после его внезапного прекращения, обеспечивается магнитными пусковыми катушками, которые автоматически отключают электродвигатели от сети при напряжении 85% от номинального значения.
При работе на станках необходимо следить за чистотой электродвигателей. Если вал двигателя не вращается при запуске или двигатель гудит и перегревается, машину необходимо вывести из эксплуатации и сообщить об этом мастеру.
Подключение индуктивного датчика к контроллеру
Обычно датчики бывают разомкнутыми, поэтому индуктивный датчик нужно подключить к разным входам на плате. Поскольку на плате имеется всего несколько входов, выполните подключение к различным контактам только для базовых контактов. Но помните, что к этим контактам (x+ y+ z+) также подключены концевые выключатели. Соедините последовательно концевые выключатели x-, z-, y- и подключите их к одному контакту.
Установите резистор 1k-2.7k между черным и синим проводами каждого индуктивного датчика и последовательно подключите концевые выключатели к приводу отрицательной оси, как показано на схеме ниже.

Схема подключения индуктивного датчика
Коричневый положительный (+), синий GND, черный сигнал.
Пример изменения конфигурации:
X Home 11,aka концевой выключатель на x+. Черный провод
Z Home 12, он же концевой выключатель, он же Z+, линия черная.
Y Home 13, он же концевой выключатель на y+.
x-,z-,y- к клемме 15, три датчика подключены последовательно. Как на диаграмме выше.
Схема подключения ЧПУ
Когда я решил построить станок с ЧПУ для домашнего использования, мне понадобилась электрическая схема для станка с ЧПУ. Но я не смог найти в интернете схему станка с ЧПУ. К сожалению, все, что я нашел, было фрагментарно. Потому что информация была неполной. Поэтому я буду публиковать все, что я сделал, на страницах своего сайта. Таким образом, можно будет без проблем построить обычную трехосную машину. Возможно, вы ищете описание того, как собрать станок с ЧПУ своими руками, я нарисовал и, конечно же, проверил работу принципиальной схемы ЧПУ. В силу своих привычек и опыта я привык работать по принципиальным схемам. Принципиальная схема станка с ЧПУ не представляет собой ничего особенного. Но есть и некоторые особенности. Может быть, кто-то сделал это до меня. Но я ничего не смог найти в Интернете.
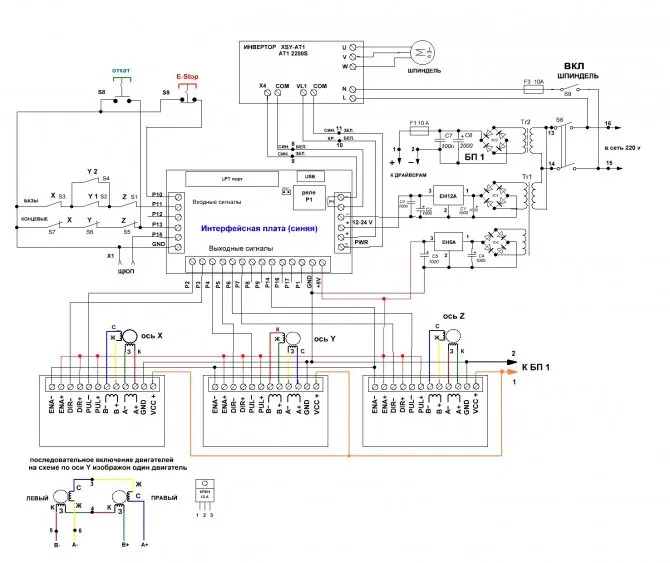
Подключение концевых выключателей ЧПУ
Ну, вот я и подошел к главной теме, которая требует объяснения. Левый блок предназначен для входных сигналов. Как вы видите, концевые выключатели ЧПУ и базовые выключатели подключены к разным клеммам. Но все они соединены последовательно. Особенностью является то, что базовые переключатели на оси Y подключены параллельно. На канале ironkin я разместил видео о том, как подключить концевые выключатели ЧПУ.
Поскольку я использую двухсекционный двигатель Nema-17 на оси Y, возможно, что синхронизация не синхронна. Поэтому я установил два концевых выключателя CNC. Один концевой выключатель на левой стороне. Второй концевой выключатель находится с правой стороны. Когда вы нажимаете кнопку возврата на базе, ось Y останавливается только в том случае, если оба переключателя включены. Если произошел сбой в синхронизации, левый и правый шариковые винты не сразу приводят ось Y в исходное положение. Сначала подходит одна из двух сторон, затем другая. Таким образом, пока отстающая сторона не достигла своего положения, давление концевого выключателя отсутствует. Движение продолжается до тех пор, пока не будут нажаты концевые выключатели ЧПУ. Это позволяет избежать ошибок синхронизации.
Концевые выключатели NC подключаются к клемме P 13 на плате. Как и основные линии, они соединены последовательно. Но я также подключил кнопку к контакту P 13, которую назвал «Откат». Почему это необходимо? Поскольку во время работы машины можно выходить за пределы рабочей зоны. В этих случаях невозможно переместить ось в рабочее положение, так как концевой выключатель находится в нажатом состоянии. Поэтому сначала необходимо отпустить концевой выключатель. Это можно сделать различными способами. Но все эти способы длинные и не очень удобные. Именно поэтому я прикрепил такую кнопку.
Заключение.
Я подключил кнопку параллельно с ограничителями. Когда вал выходит за пределы диапазона, достаточно нажать кнопку и, не отпуская ее, вернуть вал в рабочее положение. Другими словами: При нажатии кнопки функция ограничителей прекращается. Я настроил терминалы и базы в настройках программы таким образом. Когда нажимается клавиша для захвата баз, клеммы, подключенные к P11, действуют как базы. Однако, когда программа выполняется, те же ограничители ЧПУ действуют как аварийные ограничители. О настройке программы вы можете прочитать в моей статье, а на канале Zhelezkin YouTube есть видео со схемой станка с ЧПУ. Здесь также много о чпу и других домашних заготовках.
Ответить на комментарий Евгения.
На видео показана схема токарного станка и то, как можно установить источник питания (устройство плавного пуска) для плавного пуска главного двигателя:
Строение суппорта
Ползун токарного станка — это узел, через который происходит закрепление режущего инструмента, а также его перемещение в косом, продольном и поперечном направлениях. Держатель инструмента расположен на ползуне и перемещается вместе с ним с помощью ручного или механического движения.
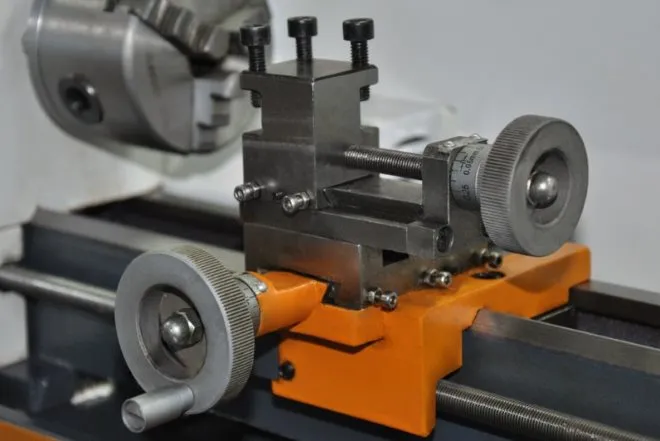
Ось скольжения с ползуном на Optimum D140x250
Движение этого узла обеспечивается его конструкцией, которая является общей для всех токарных станков.
- Продольное перемещение, за которое отвечает винт станка, осуществляется ползуном, который перемещается по продольным направляющим станины.
- Боковое перемещение осуществляется верхней вращающейся частью ползуна, на котором установлен держатель инструмента (это движение, позволяющее регулировать глубину обработки, осуществляется направляющей «ласточкин хвост» ползуна).
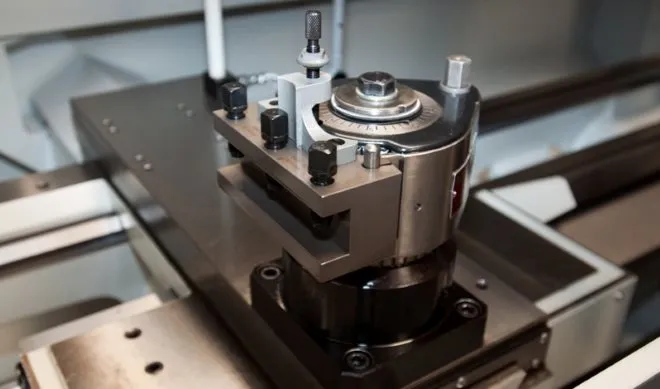
Быстросменный набор инструментов с индексом MULTIFIX
Инструментальный блок, также называемый режущей головкой, вставляется в верхнюю часть заслонки. Последние могут быть закреплены под разными углами с помощью специальных гаек. В зависимости от требований на токарном станке можно установить один или несколько держателей инструмента. Корпус типичного держателя имеет цилиндрическую форму, а инструмент вставляется в паз в боковой части держателя и закрепляется винтом. На нижней стороне головки инструмента находится выступ, который вставляется в соответствующий паз в ползуне инструмента. Это самый распространенный тип крепления резцедержателя, используемый в основном на станках для простых токарных операций.
Электрическая часть токарного станка
Все современные токарные и отрезные станки по металлу, отличающиеся довольно сложной конструкцией, приводятся в действие электродвигателем различной мощности. Электродвигатели, установленные в этих машинах, могут быть асинхронными или двигателями постоянного тока. В зависимости от модели, двигатель может генерировать одну или несколько скоростей.
Электрическая схема токарного станка 1K62 (нажмите для увеличения)
Большинство современных токарных станков по металлу оснащены двигателями с короткозамкнутым ротором. Для передачи крутящего момента от двигателя к зубчатым деталям машины можно использовать ремень или прямое соединение с валом.
На рынке сегодня также представлены модели токарных станков, оснащенные электродвигателем с независимым возбуждением через бесступенчатую регулировку скорости. Скорость вращения шпинделя такого двигателя может быть установлена в диапазоне от 10 до 1. Однако такие двигатели редко используются из-за их размеров и неэкономичного энергопотребления.

Двухступенчатый двигатель с плоским шкивом
Как упоминалось ранее, двигатели постоянного тока также могут использоваться в качестве двигателей для токарных станков. Это электродвигатели, которые обеспечивают непрерывное изменение скорости вращения выходного вала благодаря большому люфту.
Электродвигатель является основным компонентом электрической системы токарного станка, но также включает в себя множество других компонентов. Взаимодействие всех этих элементов обеспечивает простоту эксплуатации машины, а также эффективность и качество выполняемых на ней технических работ.
В левой задней нише рамы расположен концевой выключатель S6 для ограничения скорости холостого хода главного привода. Рабочая зона освещается светильником NKS 01, установленным на тележке.
Варианты и расшифровка вариантов модификаций
На маркировке устройства указаны его характеристики и область применения.
Токарные станки обозначены буквами и цифрами. Буквы описывают конструктивные особенности станка, такие как степень автоматизации, степень точности, дизайн и тип ЧПУ.
Значение букв в обозначении машины:
- C — высокая точность.
- B — высокая точность.
- H — высокая точность.
- A — очень высокая точность.
- P — повышенная точность.
- Первая цифра 1 означает, что это токарный станок,
- вторая цифра указывает на тип машины,
- третья и четвертая цифры указывают на характеристики обработки.
Например, 16K20T означает:
- 1 — токарный станок,
- 6 — фронтальный тип,
- 20 — 200 мм основные параметры,
- T — модифицированный.
Строение и применение ЧПУ
Современный токарный станок оснащен числовым программным управлением (ЧПУ). Благодаря использованию электрических схем и модификации основных узлов возможна высокоточная обработка.

Особенности станков с ЧПУ:
- При выборе оборудования следует учитывать данные, приведенные в ГОСТе. Там указывается класс точности и другие параметры.
- Устройство имеет сложную электрическую схему и мини блок управления.
- Несмотря на небольшие размеры и малый вес, модели могут перевозить тяжелые грузы.
- Устройство имеет модуль, на котором отображается вся информация. Для этого используются стандартные языки программирования.
- Требуются более компактные и точные машины. Здесь производятся компоненты для электронных устройств и бытовой техники.

Схемы элементов и частей
Структуру машины можно увидеть из схемы роторной машины с червячной передачей, которая является наиболее распространенной, и ее частей.
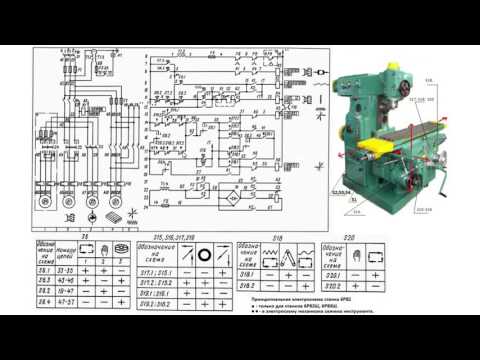
Электрическая схема 16К20
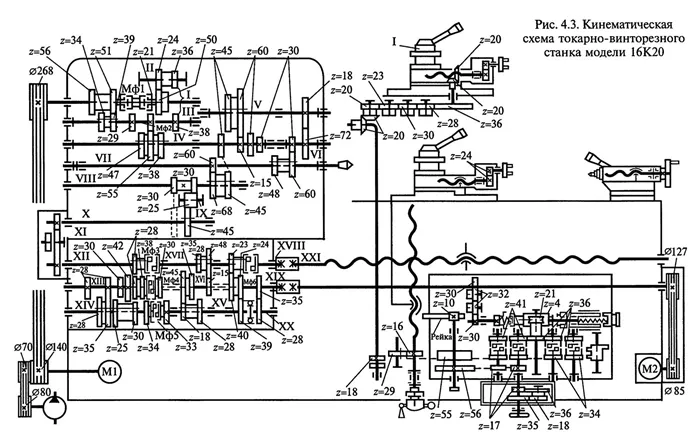
Кинематическая схема 16К20
Кроме того, вы можете нарезать внутреннюю и наружную резьбу, точить и сверлить различные поверхности, подрезать кромки, делать внутренние и внешние канавки, сверлить отверстия и т.д.
Спецификация электрооборудования
- P — идентификатор нагрузки E38022 для номинального тока 20A
- F1 — Автоматический выключатель AE-2043-12, 1PO, рабочий механизм 32A, с независимой рабочей катушкой 110V, 50Hz, рабочий механизм 12 (Ag-9,489g)
- F2 — Автоматический блок AE-20-33-10
- F3, F4 — E2782-6/380 — штекер предохранителя
- F5 — TRN-40 — тепловое реле
- F6, F7 — TRN-10 — тепловое реле
- H1 — Устройство световой сигнализации безопасности UPS-3
- H2 — NCSO1X100/P00-09 — лампа накаливания C24-25.
- H3 — KM24-90 — инверторная лампа.
- K1 — PAE-312 — Магнитный пусковой двигатель
- K2 — PME-012 — стартер магнето
- KZ — RVP72-3121-00U4 — пневматическое реле времени (рабочий предел двигателя главного привода без нагрузки)
- K4 — RPK-1-111 — пускатель двигателя
- M1 — двигатель главного привода 4A132 M4, номинальная мощность 11 кВт
- M2 — 4A71B4 — электродвигатель (быстрое переключение)
- M3 — электрический насос, тип PA-22 (подача эмульсии)
- M4 — 4A80A4UZ — асинхронный электродвигатель
- S1 — VPK-4240 — поворотное устройство (дверь выключателя)
- S2 — PE-041 — Поворотный переключатель (расцепление S1)
- S3 и S4 — PKE-622-2 — кнопочный переключатель управления
- S5 — MP-1203 — микровыключатель
- S6 — VPK-2111 — концевой выключатель давления
- S7 — PE-011 — поворотный переключатель управления
- S8 — выключатель VPK-2010
- Т — ТБСЗ-0,16 — однофазный понижающий трансформатор
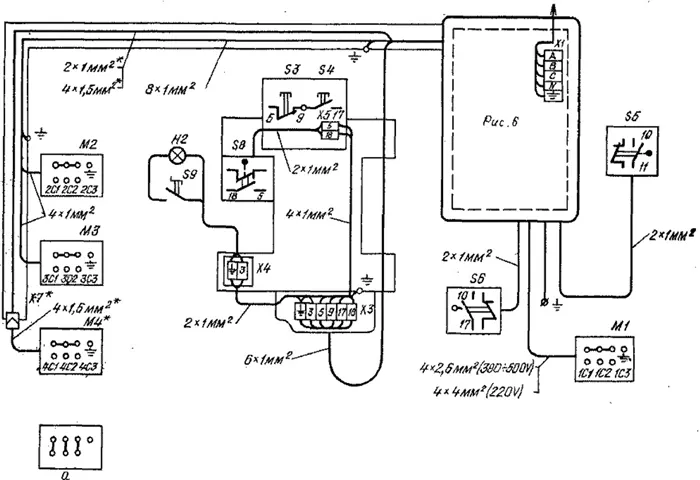
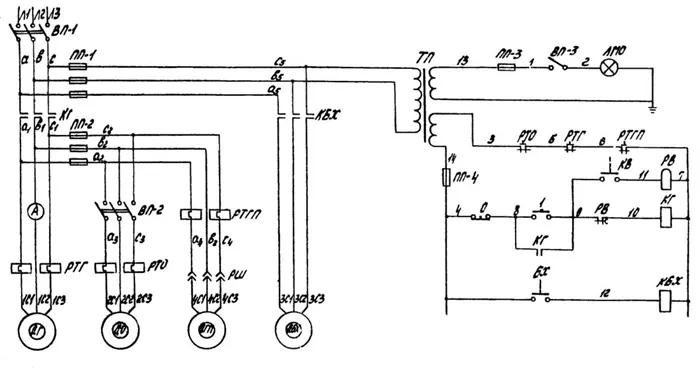
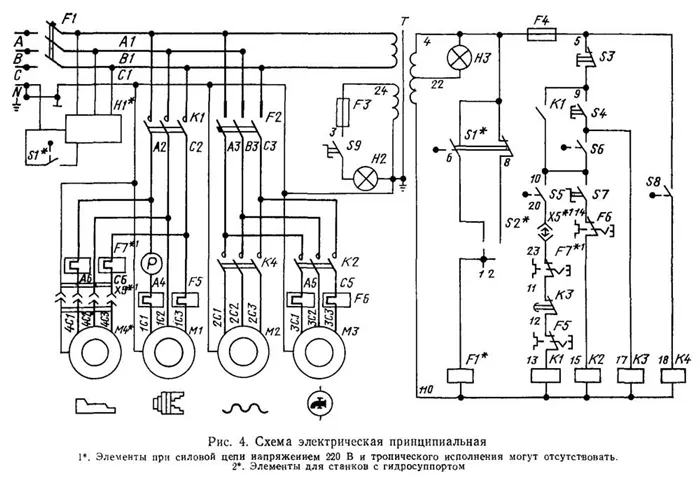
Рисунок 2. Схема электрических соединений токарного станка 16K20
1. a — положение перемычки при подключении электродвигателей
2*. Для машин с водяным приводом
Следующие элементы управления расположены на передней панели управления:
- Ручка для включения и выключения главного выключателя с максимальным и дистанционным спуском,
- Индикаторная лампа с белым светом для указания состояния активации главного автоматического выключателя; выключатель для включения и выключения электрического насоса охлаждения,
- индикатор нагрузки, показывающий нагрузку на двигатель главного привода.
На тележке установлена кнопочная станция для запуска и остановки главного приводного двигателя. На фартуке имеется кнопка для активации высокоскоростного двигателя погрузчика с бортовым поворотом.
Рекомендации по техническому обслуживанию электрооборудования
Необходимо регулярно проверять состояние пускового оборудования и реле. Все части электрооборудования должны быть очищены от пыли и грязи. Если контакты загрязнены, их следует удалить бархатным напильником или наждачной бумагой. Для предотвращения ржавчины поверхность соединения между сердечником и якорем стартера следует регулярно смазывать машинным маслом, а затем протирать сухой тряпкой (для предотвращения прилипания якоря к сердечнику).
При осмотре релейного оборудования особое внимание следует уделить надежности замыкания и размыкания контактного мостика. Частота проверок электродвигателей зависит от условий эксплуатации, но не реже одного раза в два месяца. Во время технических осмотров проверяется состояние входных кабелей обмотки статора, двигатели очищаются от грязи, проверяется надежность заземления и соединения вала с приводным механизмом. Интервалы профилактического обслуживания зависят от условий эксплуатации, но не реже одного раза в год.
Перед заполнением свежей смазкой подшипники следует тщательно промыть бензином.
Камера должна быть заполнена смазкой на 2/3 объема.
Профилактическое обслуживание включает в себя разборку электродвигателей, очистку внутренних и внешних поверхностей и замену смазки подшипников. Смазку подшипников необходимо заменять после 4000 часов работы при нормальных условиях эксплуатации и по мере необходимости, если электродвигатель эксплуатируется в пыльной и влажной среде. Профилактический осмотр выключателей должен проводиться не реже одного раза в шесть месяцев и после каждого короткого замыкания, включая повторные короткие замыкания.
Во время осмотра выключатель очищается от копоти и металлического нагара, проверяется затяжка винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует регулярно (примерно через 2000-3000 циклов переключения) смазывать вазелиновым маслом. В рабочих условиях не следует производить регулировку переключателей. Это делается производителем.