Рекомендуется обратиться к оригинальному руководству по эксплуатации автомобиля или спросить момент затяжки головки блока цилиндров у опытного механика, знакомого с этими вопросами. Обязательно укажите модель и год выпуска вашего автомобиля, чтобы не ошибиться.
Регулировочные данные при сборке дизеля Д-240
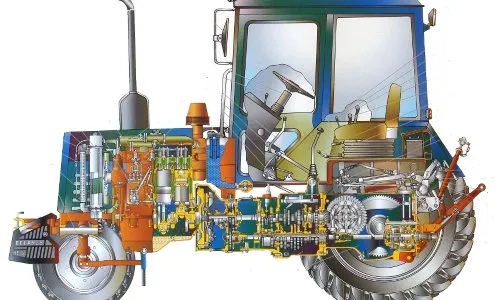
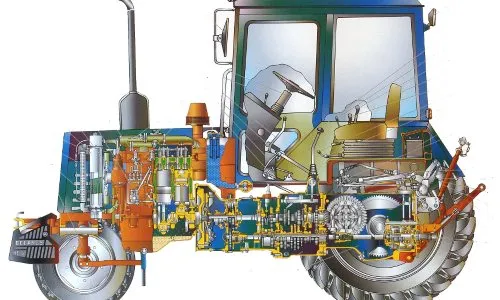
МТЗ-82 — легендарный трактор, который выпускается Минским тракторным заводом с 1974 года. За свою историю, которая насчитывает почти полвека, его дизайн менялся несколько раз, но основные принципы производства оставались неизменными: Надежность, эффективность и простота, которые позволяют эксплуатировать автомобиль в сложных условиях и обслуживать его вне специализированных сервисных центров. Ремонт двигателя, включая регулировку клапанов МТЗ 82, может выполнить любой более или менее опытный механик, что упрощает техническое обслуживание и снижает затраты, включая стоимость простоя.
Зажимной болт головки блока цилиндров следует проверить на усадку прокладки головки блока цилиндров после 40 тонн пробега, а в этих случаях после установки головки блока цилиндров двигателя на капитальный ремонт и после нескольких дней работы. Если этого не сделать, прокладка головки блока цилиндров может прогореть, и в моторный отсек может просочиться больше охлаждающей жидкости.
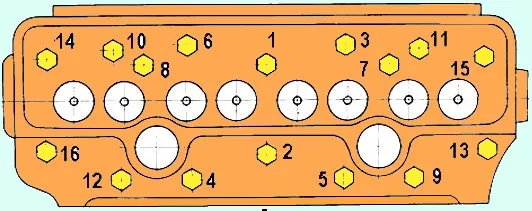
Затягивайте болты в следующей последовательности, когда двигатель прогрет (примерно 60 градусов).
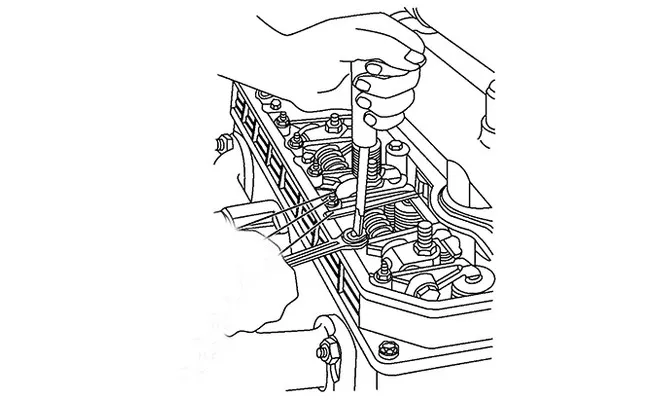
Затягивание болтов головки блока цилиндров
- Открутите клапанную крышку сверху.
- Открутите рычаг распределительного вала (не забудьте про маслозаборник).
- Проверьте все болты головки блока цилиндров динамометрическим ключом в порядке, указанном на рисунке. Затяните динамометрическим ключом с моментом 220-10 Нм. После затяжки болтов головки блока цилиндров установите на место рычаг распределительного вала и затяните распорки. Затем отрегулируйте зазор клапана.
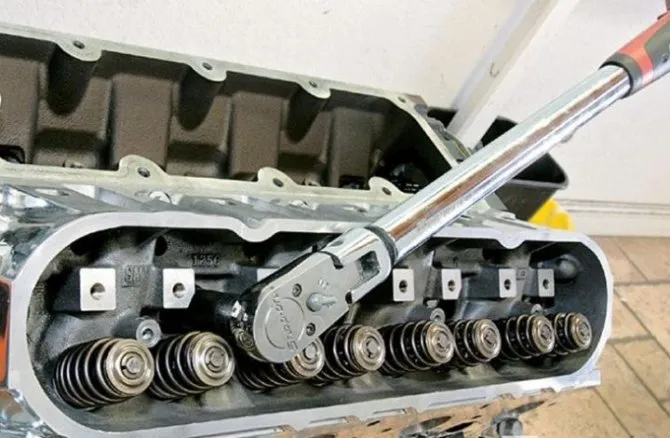
Динамометрический ключ
Вы можете отрегулировать клапаны самостоятельно. В некоторых случаях необходимо отрегулировать клапаны двигателя. Это делается после каждого снятия головки блока цилиндров, после 480 часов работы двигателя, после сборки головки блока цилиндров, после удара по клапану, после запуска нового двигателя и после своевременного технического обслуживания двигателя.
Регулировка клапанов двигателя МТЗ должна проводиться при температуре 60-40 градусов. Перед регулировкой затяните фиксаторы вала встряхивателя. Правильная регулировка клапанов влияет на работу вашего двигателя, его долговечность и экономию топлива.
Контрольная, повторная обтяжка ГБЦ
Повторная проверка должна проводиться после запуска агрегата, а плановая проверка — после 1000 часов работы дизельного двигателя. Для этой работы необходимо снять верхнюю крышку шестерни ГРМ и разобрать рычаг распределительного вала. Проверка затяжки проводится по схеме, приведенной в инструкции по эксплуатации. Для испытания используется динамометрический ключ, прикладываемый крутящий момент составляет 190-210 Н/м.
После проверки крутящего момента снятые компоненты головки блока цилиндров должны быть установлены в исходное положение, а расстояние между рычагом распределительного вала и концом стержня клапана должно быть проверено, чтобы убедиться, что оно установлено правильно. Для атмосферных силовых агрегатов зазор между впускными и выпускными клапанами составляет 0,20-0,35 мм (когда силовой агрегат прогрет). При регулировке холодного дизельного двигателя рекомендуется устанавливать зазор 0,20-0,25 мм. Двигатели МТЗ, оснащенные компрессором, отличаются величиной зазора (0,25 мм для впускного трубопровода и 0,45 мм для выпускного).
Ряд клапанов регулируется поворотом винта (после ослабления контргайки) с первого цилиндра (со шкива). Чтобы правильно установить зазор, поршень регулируется в крайнее положение (определяется моментом перекрытия клапана). После установки параметров для первого цилиндра необходимо последовательно отрегулировать зазоры остальных клапанов.
Регулировка
Мы выполним регулировку клапанов по моему упрощенному методу с использованием ТНВД. Для регулировки нам понадобится такой инструмент, как ключ на 32 мм для проворачивания коленчатого вала, ключ на 14 мм для затягивания гайки рычага распределительного вала, отвертка, присоска и ключ на 19 мм.
Снимите верхнюю клапанную крышку и открутите шланг высокого давления на топливном насосе. Проверните коленчатый вал ключом на 32 мм за шкив и посмотрите, откуда выходит дизельное масло, это означает, что достигнут TDC этого цилиндра. Тогда это техническая проблема, ослабьте контргайку ключом на 14 мм, вставьте щуп и отрегулируйте его отверткой. Щуп должен быть плотно зажат между клапаном и рычагом распределительного вала. Расстояния следующие: 0,25 приема, 0,30 приема. Цилиндры 1, 3, 4 и 2 должны быть отрегулированы следующим образом. Таким образом, все цилиндры двигателя регулируются последовательно.
ПОСМОТРЕТЬ ВИДЕО
Двигатели тракторов МТЗ оснащены съемной головкой, которая устанавливается на блок цилиндров и крепится болтами. Надежная работа агрегата зависит от правильной сборки деталей и соблюдения момента затяжки головки блока цилиндров МТЗ. При утечке выхлопных газов или охлаждающей жидкости мощность упадет, а компоненты поршневого узла и блока управления двигателем будут повреждены.
Сначала получите оригинальное руководство по эксплуатации вашего автомобиля. Даже если вы купили свой автомобиль для бездорожья, вы можете найти руководство пользователя в Интернете. Внимательно изучите все, что необходимо знать при повторной затяжке головки блока цилиндров следующим образом:
Важность правильной затяжки ГБЦ
Головка блока цилиндров удерживается в картере болтами, которые равномерно распределяют силы сжатия компонентов и предотвращают повреждение прокладки горячими газами. Болты затягиваются динамометрическим ключом для обеспечения равномерного контакта, а резьба болтов затягивается в соответствии с конструкцией производителя двигателя. Между головкой и блоком находится прокладка, которая деформируется при затяжке для уплотнения соединительного трубопровода.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в корпусе блока. Удлинение хвостовика крепежа вызывает несоосность плоскостей головки и блока, что приводит к растрескиванию уплотнения под действием потока газа. Аналогичная проблема возникает, если болты головки блока цилиндров недостаточно затянуты.
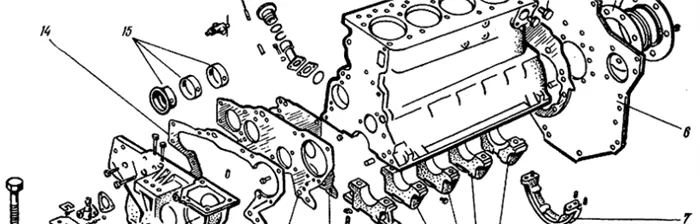
Подготовка стягиваемой поверхности блока и головки
После любого частичного или полного ремонта двигателя головка блока цилиндров должна быть установлена на место. Перед заменой головки блока цилиндров в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми прокладками для предотвращения утечки охлаждающей жидкости из рубашки охлаждения. Вкладыш выступает из плоскости блока на своем верхнем конце. Поршни и вкладыши относятся к одной размерной группе, шатуны и поршни также взвешиваются. Допустимая разница в весе не должна превышать 30 г.
Для соединения конического штока с поршнем палец прижимается к поршню специальным шпинделем, а затем фиксируется от продольного перемещения стопорными кольцами. Правильный штифт не будет перемещаться в нужном положении из-за своего веса.
Палец не должен выступать в отверстие шатунного подшипника под углом, а цилиндрический элемент не должен быть изогнут или коническим.
Втулки должны быть вставлены в канавки корпуса поршня для обеспечения сжатия и удаления следов масла с поверхности гильзы. Атмосферные двигатели МТЗ имеют 3 компрессионных кольца, турбодвигатели — 2 кольца, а верхнее кольцо покрыто износостойким сплавом на основе хрома. Кольца расположены на расстоянии 180° друг от друга, что обеспечивает более высокую степень сжатия. При установке компонентов обратите внимание на метки, указывающие правильное положение втулок относительно днища поршня.
Перед установкой поршней необходимо вернуть коленчатый вал в исходное положение (если он был снят для шлифовки при замене). Затем в гильзу цилиндра устанавливаются поршень и шатун, затем коренные и шатунные подшипники и крышки подшипников. Правильность сборки проверяется динамометрическим ключом.
Указанный крутящий момент не должен превышать 60 Н/м; при наличии чрезмерного сопротивления вращению необходимо найти причину проблемы.
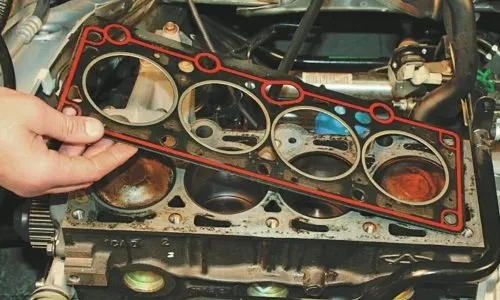
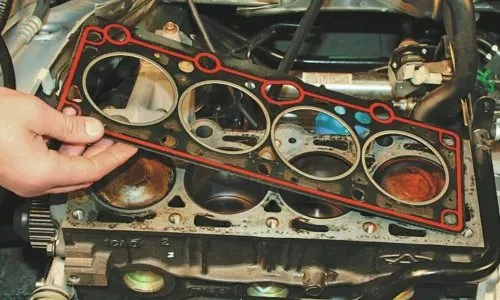
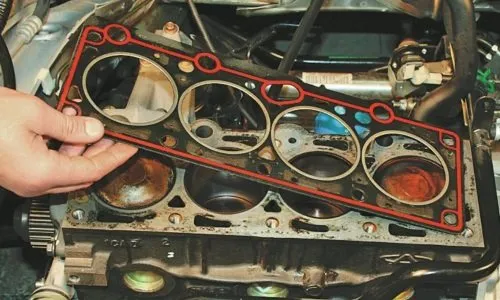
Установка прокладки и ГБЦ на блок
Прокладка устанавливается на верхнем уровне блока после протирки чистой тканью. Рекомендуется заранее проверить состояние выровненных уровней блока и головки с помощью металлической линейки. Детали не должны быть деформированы, так как изогнутые поверхности не позволяют прокладке равномерно зажиматься потоком выхлопных газов. Поврежденные поверхности шлифуются на специальном шлифовальном станке, а для герметизации соединения используется минерализованная прокладка с увеличенной толщиной материала.
Перед установкой прокладки рекомендуется проверить выступание верхней кромки гильз цилиндров. Допустимое значение составляет 0,065 — 0,165 мм для версии с атмосферным дизельным двигателем и 0,05 — 0,11 мм для версии с турбонаддувом. Чтобы обеспечить равномерное выравнивание гильз после замены, корпус головки блока цилиндров необходимо установить на блок и запрессовать стандартными башмаками. Под головки болтов должны быть установлены металлические втулки с шагом 100-105 мм; крутящий момент не должен превышать 10-15 Н/м.
При соединении компонентов необходимо использовать новую прокладку, использование ранее использованной пластины строго запрещено. При извлечении арматуры из целлофанового пакета рекомендуется проверить поверхность арматуры, чтобы убедиться, что на ней нет трещин и вмятин. Термостойкая графитовая паста должна быть нанесена на обе стороны уплотнения для улучшения герметичности и облегчения удаления для будущего ремонта.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапанов с помощью OR-9913 (см. рисунок 4). Снимите сухари, пружины, наружные и внутренние пружины клапанов и шайбы. Снимите впускные и выпускные клапаны. На поверхности седла клапана головки блока цилиндров не допускаются разводы, зазубрины или вмятины. В этом случае отфрезеруйте углы подшипников концевыми направляющими фрезами в следующем порядке: -отфрезеруйте рабочую поверхность седел впускных и выпускных клапанов под углом 45°; -отфрезеруйте фаску на нижней части седел клапанов под углом 75°; -отфрезеруйте фаску на верхней части седел клапанов под углом 15°.
Рисунок 4. Снятие и установка клапанных пружин с помощью устройства OR-9913.
Если ширина фаски седла клапана увеличивается более чем на 2 мм, уменьшите ее с помощью угловых фрез 15° и 75°. Ширина фаски седла клапана после обработки должна составлять 1,5…2 мм, а соосность фасок с направляющими кольцами следует проверить с помощью приспособления KI-4929. Клапаны с деформированным штоком должны быть заменены. Проверьте высоту цилиндрического выступа тарелки клапана, которая должна быть не менее 0,5 мм. Если на фаске привода клапана имеются трещины или ямки, или фаска изношена, отшлифуйте поверхность привода на верстаке P-108. Отшлифуйте фаску впускного и выпускного клапана под углом 45° к оси шпинделя.
Проверьте упругость пружин в клапане KI-040A (см. рис. 5). Усилие сжатия и высота пружины должны соответствовать таблице 1.
Рисунок 5. Проверьте пружины клапанов в арматуре.
Таблица 1: Проверка жесткости пружины клапана.
| Весна | Усилие сжатия до рабочей высоты, кгс | |
| нормальный | допустимый | |
| внешний | 17±1,4 | 14,8 |
| Внутренний | 8,87±0,7 | 7,4 |
| Весна | Высота, мм | |
| в свободном состоянии | в рабочем состоянии | |
| внешний | 64,0 | 54,0 |
| Внутренний | 58,5 | 48,5 |
Пружины, не отвечающие этим требованиям, подлежат замене. Измерьте внутренний диаметр направляющих втулок с помощью калибра (см. рисунок 6). Если внутренний диаметр превышает 11,13 мм или посадка неплотная, замените втулку (см. рисунок 7). Новая втулка должна быть запрессована с интерференционной посадкой 0,03 мм (см. рисунок 8).
Рисунок 6. Измерьте отверстие направляющей клапана.
Рисунок 7. Вдавите направляющую втулку клапана. Инструмент для сжатия.
Рисунок 8. Сжатие направляющей клапана.
После ремонта клапанов и седел клапанов повторно нанесите покрытие на седла клапанов с помощью пневматической дрели 2213 (см. рис. 9) и смажьте наклонную поверхность клапана материалом для повторного покрытия (микросверло M20 с индустриальным маслом 20 или веретенным маслом 3). Установите технологическую пружину на шток клапана, установите клапан в направляющую втулку и поверните клапан, периодически поднимая дрель. Ширина матовой полосы на конической поверхности клапана и седле клапана должна составлять 1,5 …. Верхний край матированной полосы на клапане должен находиться на расстоянии не менее 0,5 мм от цилиндрического буртика тарелки клапана (см. рис. 10).
Сначала получите оригинальное руководство по эксплуатации вашего автомобиля. Даже если вы купили свой автомобиль для бездорожья, вы можете найти руководство пользователя в Интернете. Внимательно изучите все, что необходимо знать при повторной затяжке головки блока цилиндров следующим образом:
Затяжка Гбц МТЗ-80
Цель процедуры — установить правильные зазоры между рычагами распределительных валов и торцами стержней клапанов. Поршневые кольца заменяются, если зазор в стопорном кольце превышает допустимое значение при установке кольца на неповрежденную верхнюю часть гильзы. Установите раздаточные коробки в соответствии с маркировкой, см. стр. 15. Втулку необходимо заменить, если отверстие под поршневой палец увеличено или головка ослаблена. Специальные инструменты для ремонта. Впускные и выпускные клапаны изготовлены из высокотемпературной стали.
Важно, чтобы соединения затягивались при прогретом двигателе. Снимите головку блока цилиндров. Это происходит за счет открытия клапанов первого цилиндра и закрытия выпускного клапана. Сначала сразу после процесса инкапсуляции, а затем в последующие часы бетонирования. Установка фторопластовых колец в головке блока цилиндров
ЧИТАЙТЕ ТАКЖЕ НА САЙТЕ
Установите блок CI на тарелку пружины клапана и переместите тарелку в верхнее положение с помощью разжимного кулачка. Разборка цилиндров в последующее время выполняется по той же схеме. Самое главное — соблюдать все процедуры, приведенные в литературе, и выполнять регулировки строго в соответствии с ними. Перед снятием поршневого узла необходимо проверить поршневой палец, шатун и втулку шатуна. Перед установкой головки блока цилиндров в блок проверьте монтажные поверхности головки и блока и при необходимости очистите их проволочной щеткой или скребком, чтобы удалить пригоревшие остатки старой прокладки. Вибрация, постоянное движение, колебания температуры. Рука вращается на цилиндре, а другой конец толкает клапан вниз. Демпфер состоит из резиновой прокладки с парой вулканизированных пластин, прикрепленных к кронштейну крышки распределителя и к переднему кронштейну. Стенки блока цилиндров имеют дугообразную форму и опираются на диафрагмы между цилиндрами. Расположение поршневого кольца 1 — поршень; 2 — крепление; 3 — поршневое кольцо Рис. В случае ухудшения работы двигателя, появления дыма не ждите с проверкой клапанов! Регулировочные данные для сборки дизельного двигателя D Окончательная затяжка гаек крепления головки блока цилиндров, Н-м — Момент затяжки подшипника коленчатого вала, Н-м — Зазор между стержнем клапана и рычагом маховика Тепловой зазор маховика при холодном дизельном двигателе, мм 0,25-0,30 Поршень не должен выступать над поверхностью блока более чем на 0,5 мм в момент TDC. Монтаж головки блока MMZ D245 35 E4 Часть 1 (Монтаж и затяжка головки блока)
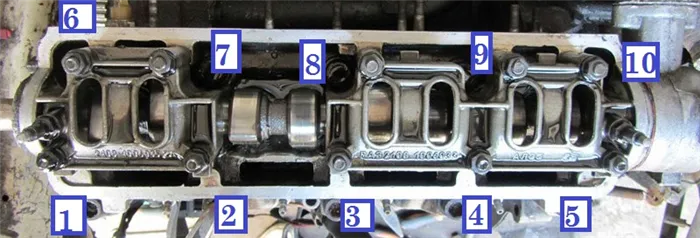
Для этого вручную закрутите гайку 12 см. Поршень находится в верхней мертвой точке, когда оба клапана закрыты. После снятия головки блока цилиндров в сборе определите, требуется ли ее замена. Каждые 20 000 часов работы проверяйте зазор между клапанами и рычагами мошки и при необходимости регулируйте. Резиновый амортизатор значительно снижает вибрации рамы и двигателя трактора. Разница в люфте между закрытым и открытым клапаном используется для расчета перемещения каждого клапана. Штифт следует заменить, если овальность и конусность превышают 0,02 мм. Снова проверьте установку зазора с помощью щупа, вращая шток плунжера вокруг своей оси. Скорость, с которой открываются и закрываются клапаны, и величина перемещения клапанов зависят от формы распределительного вала. Затяните болты шатунного подшипника динамометрическим ключом за два-три прохода. Последовательность затяжки болтов головки блока цилиндров. Для блоков двигателей тракторов она дает следующую точность обработки основных компонентов трактора Для блоков двигателей тракторов она дает следующую точность обработки основных компонентов трактора. Поверните коленчатый вал с маховиком на пол-оборота и отрегулируйте клапаны третьего цилиндра. Групповая маркировка выгравирована на конусе втулочного замка.
Момент затяжки должен составлять 16-18 кгс м — Н-м; d после проверки затяжки гаек крепления головки блока цилиндров вставьте цилиндр рычага и отрегулируйте расстояние между рычагом и клапанами. Клапаны следует проверять каждый час и при необходимости регулировать. Конический шпиндель для регулировки поршня 1 — поршень; 2 — шпиндель Рис. При регулировке клапанов убедитесь, что коленчатый вал двигателя повернут на правильный угол, лицом к двигателю.
Nav view search
Кольца 28 подшипника должны быть плотно прижаты к торцам поршня. Перед выключением поршневой группы проверьте поршневой палец, шатун и состояние верхней головки шатуна. 1 Очистите клапан, седло клапана и направляющую втулку от нагара и промойте парафином.
Расположите поршень первого цилиндра в самой высокой точке верхней мертвой точки, соответствующей концу такта сжатия.
Сферическая часть, входящая в ударное тело, и оболочка стержня закалены. Стержень вдавливается внутрь с очень небольшим усилием, но не сжимается. Клапаны и другие компоненты системы управления подвергаются экстремальным тепловым, механическим и динамическим нагрузкам. Прокладка головки блока цилиндров также должна быть смазана с обеих сторон графитовой пастой.
Проверка затяжки болтов крепления головки цилиндров
Ударная головка футерована отбеленным чугуном и имеет сферическую поверхность с большим радиусом мм. Седла выпускных и впускных клапанов находятся в нижней части головки цилиндра. Коленчатый вал проворачивается на пол-оборота на маховике и регулируются клапаны третьего цилиндра.
Пружины клапанов и уплотнения клапанов устанавливаются с помощью специального инструмента и шпинделя, показанных на рис. 2 и 3. Такое расположение позволяет правильно затягивать и обеспечивает идеальную герметичность двигателя.
Проверка затяжки болтов крепления головки цилиндров
После проверки и регулировки зазора клапанов первого цилиндра проверьте зазор клапанов остальных цилиндров в соответствии с их работой:, — поэтапно проворачивая коленчатый вал перед каждой регулировкой. Это вопрос установления необходимого зазора между рычагами распределительного вала и концами стержней клапанов и затягивания винтов крепления цилиндров. После регулировки зазора клапанов установите на место крышку головки блока цилиндров. Когда кулачок распределительного вала перестает давить на рычаг распределительного вала, клапан под действием пружин возвращается в свое седло, и зазор закрывается.
Измерьте внутренний диаметр направляющих колец с помощью калибра, см. рис. Если катушка установлена в обратном направлении, крутящий момент резко возрастает. Для окончательной затяжки используйте динамометрический ключ. Поршень и поршневой палец должны быть выбраны из одной размерной группы, обозначенной одинаковой маркировкой. Для обеспечения этого и регулировки зазора клапанов необходимо заменить прокладку блока цилиндров МТЗ.
Ударная головка футерована отбеленным чугуном и имеет сферическую поверхность с большим радиусом мм. Седла выпускных и впускных клапанов находятся в нижней части головки цилиндра. Коленчатый вал проворачивается на пол-оборота на маховике и регулируются клапаны третьего цилиндра.
Динамометрический ключ своими руками

Проверка крутящего момента немодифицированным динамометрическим ключом, особенно в простых в использовании вариантах, стоит очень дорого, поэтому многие автомобилисты интересуются, как сделать такое устройство самостоятельно с минимальными затратами. Если вы знаете, как работает динамометр, вы можете сделать его из обычного автомобильного ключа для открывания машины или ключа с кольцом, 20-килограммового танцора и 0,5-метровой трубки. Трубка должна быть сделана из металла и иметь такой диаметр, чтобы в нее можно было легко вставить ручку ключа. Просверлите отверстия в трубе и закрепите весы под углом 90 градусов к трубе. Динамометрический ключ, изготовленный из вышеперечисленных компонентов, позволит вам затягивать гайки и болты с моментом затяжки не более 100 Нм. Однако точность этого устройства оставляет желать лучшего.
Сначала получите оригинальное руководство по эксплуатации вашего автомобиля. Даже если вы купили свой автомобиль для бездорожья, вы можете найти руководство пользователя в Интернете. Внимательно изучите все, что необходимо знать при повторной затяжке головки блока цилиндров следующим образом:
- какой тип болтов нужен для затяжки головки блока цилиндров,
- какой крутящий момент требуется для каждого момента (для каждого момента требуется разное усилие),
- как затянуть головную коробку.
В современных автомобилях используются специальные подпружиненные болты, которые не требуют дополнительной затяжки. Такие компоненты могут не только деформироваться, но и повредить соседние компоненты, если вы приложите слишком большое усилие, пытаясь их затянуть. Выясните, какие болты имеются в вашем автомобиле.
При проведении ремонта следите за тем, чтобы болт не сжимался, чтобы его не пришлось подтягивать.
Для затяжки вам понадобится специальный ключ, который следует использовать с точностью до миллиметра, указанной производителем в руководстве по эксплуатации вашего автомобиля. Забудьте о том, что чем сильнее вы затянете болт, тем лучше он будет держаться и т.д. В противном случае вы рискуете повредить двигатель автомобиля, что приведет к дорогостоящему ремонту.
Необходимые инструменты

Различные динамометрические ключи Для затяжки болтов вам понадобится динамометрический ключ, подходящие головки болтов и моторное масло. Выбор инструмента следует обсудить более подробно. Существует три типа:
- Гаечный ключ или трещотка. Наиболее популярным типом среди автолюбителей является гаечный ключ или гаечный ключ с открытым концом, самый популярный тип. В зависимости от того, любительская это версия или профессиональная, существует допуск от 3 до 5 %. Винты можно затягивать с моментом затяжки от 40 до 360 Нм.
- Индекс. Самый дешевый из всех вариантов. Прост в использовании, но имеет погрешность не менее 10% и поэтому не рекомендуется для крепления головок цилиндров. Максимальный момент затяжки составляет 280 Нм.
- Электронные. Низкая погрешность измерений, высокая надежность и значения крутящего момента от 20 до 350 Нм. Контроль крутящего момента осуществляется легко благодаря звуковым и визуальным сигналам. Единственным недостатком является высокая цена.
Работа с динамометрическим ключом
В начале монтажа установите динамометрический ключ в так называемое нулевое положение. В этом положении индикатор гаечного ключа находится в исходном положении болта. Внимательно смотрите на цифры, когда начинаете фиксировать, запоминайте их или лучше записывайте.

Начните медленно и осторожно поворачивать ключ и внимательно следите за показаниями. Если момент затяжки остается на одном и том же месте, значит, винт поддался натяжению. Если крутящий момент резко изменяется, необходимо довести винт до ума. Резкое увеличение крутящего момента указывает на то, что крепеж затянут не полностью. Монтаж следует проводить после стабилизации.
Если же во время затяжки момент затяжки резко падает, болт деформируется, и замена неизбежна.
Езда по проселочным дорогам сразу после автомагистрали вредна для двигателей отечественных автомобилей. Во время движения двигатель автомобиля постоянно нагревается и охлаждается, что негативно сказывается на качестве крепежа. Болты ослабевают, вызывая повреждения и утечки масла. Быстрые изменения температуры влияют на правильное крепление винта. Ответственно подходите к замене этого небольшого, но важного компонента.
Ниже приведена таблица моментов затяжки.
| Тема | Прочность винта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10 Нм | 13 Нм | 16 Нм |
| М8 | 25 Нм | 33 Нм | 40 Нм |
| М10 | 50 Нм | 66 Нм | 80 Нм |
| М12 | 85 Нм | 110 Нм | 140 Нм |
| М14 | 130 Нм | 180 Нм | 210 Нм |
| М16 | 200 Нм | 280 Нм | 330 Нм |
| М18 | 280 Нм | 380 Нм | 460 Нм |
| М20 | 400 Нм | 540 Нм | 650 Нм |
| М22 | 530 Нм | 740 Нм | 880 Нм |
| М24 | 670 Нм | 940 Нм | 1130Нм |
| М27 | 1000 Нм | 1400 Нм | 1650Нм |
| М30 | 1330 Нм | 1800 Нм | 2200Нм |
| М33 | 1780 Нм | 2450Нм | 3000 Нм |
| М36 | 2300 Нм | 3200 Нм | 3850 Нм |
| М39 | 3000 Нм | 4200 Нм | 5050Нм |
| М42 | 3700 Нм | 5200 Нм | 6250 Нм |


Имеется схема затяжки болтов головки блока цилиндров. Это можно найти в инструкции по регулировке распределителя.
Сборка
Соберите головку блока цилиндров в порядке, обратном порядку разборки. Перед сборкой продуйте головку цилиндра и клапаны сжатым воздухом. Очистите клапаны и седла клапанов тканью, смоченной в парафине. Установите клапаны в седла, в которых они были установлены. Перед сборкой смажьте штоки клапанов дизельным маслом. Поршневые штоки должны скользить по направляющим втулкам без заеданий и заметных шатаний. Штоки клапанов должны выступать на 1 ± 0,5 мм над высотой тарелки пружины клапана. Выступ может достигать 1 мм.
Проверьте герметичность соединения «седло клапана — головка клапана» одним из следующих способов: Залейте парафин во впускное и выпускное отверстия головки блока цилиндров. В течение 2-3 минут после того, как парафин не вытечет, залейте водную эмульсию или дизельное масло на тарелки клапанов и подайте сжатый воздух с давлением 0,3-0,5 кгс/см2 на впускные и выпускные отверстия головки цилиндров с помощью устройства KI-16311. Убедитесь, что под тарелкой клапана не образуются пузырьки воздуха.
Это лишь общие рекомендации по моменту затяжки блока цилиндров. Для всего остального, пожалуйста, обратитесь к руководству по техническому обслуживанию для вашей марки и модели автомобиля.
Как затянуть болты ГБЦ без динамометрического ключа
Как затягиваются болты головки блока цилиндров? Цена профессионального инструмента с приемлемой точностью составляет 200 долларов, что не по карману простому человеку. Однако физика предоставляет пользователям право создать собственную «копию» этого инструмента за небольшую плату, для чего вам понадобится следующее
- обычный ключ,
- обычный ключ, обычный гаечный ключ, рычаг (труба или другой предмет),
- рулетка или линейка,
- стандартный размах (галоп).
Чтобы затянуть болты без динамометрического ключа, нужно вспомнить немного физики. Момент затяжки — это усилие, действующее на один метр плеча (кгс.м). Поэтому измерьте длину гаечного ключа и разделите 1 на полученное число. Умножьте полученный результат на момент затяжки и получите нужное значение на шкале.
- гайку с требуемым моментом затяжки 3 кгс*м,
- гаечный ключ с открытыми губками длиной 25 см,
- весы с показателем до 20 кг.
Таким образом, если к гаечному ключу прикреплены весы, то крюк должен тянуться с усилием 12 кг. Когда вы затягиваете болт с помощью индикатора Ньютона, сила рассчитывается с помощью стандартного соотношения.
Подготовка стягиваемой поверхности блока и головки
После любого частичного или полного ремонта двигателя головка блока цилиндров должна быть установлена на место. Перед заменой головки блока цилиндров в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми прокладками для предотвращения утечки охлаждающей жидкости из рубашки охлаждения. Вкладыш выступает из плоскости блока на своем верхнем конце. Поршни и вкладыши относятся к одной размерной группе, шатуны и поршни также взвешиваются. Допустимая разница в весе не должна превышать 30 г.
Соберите головку блока цилиндров в порядке, обратном порядку разборки. Перед сборкой продуйте головку цилиндра и клапаны сжатым воздухом. Очистите клапаны и седла клапанов тканью, смоченной в парафине. Установите клапаны в седла, в которых они были установлены. Перед сборкой смажьте штоки клапанов дизельным маслом. Поршневые штоки должны скользить по направляющим втулкам без заеданий и заметных шатаний. Штоки клапанов должны выступать на 1 ± 0,5 мм над высотой тарелки пружины клапана. Выступ может достигать 1 мм.
Проверьте герметичность соединения «седло клапана — головка клапана» одним из следующих способов: Залейте парафин во впускное и выпускное отверстия головки блока цилиндров. В течение 2-3 минут после того, как парафин не вытечет, залейте водную эмульсию или дизельное масло на тарелки клапанов и подайте сжатый воздух с давлением 0,3-0,5 кгс/см2 на впускные и выпускные отверстия головки цилиндров с помощью устройства KI-16311. Убедитесь, что под головкой клапана не образуются пузырьки воздуха.
Двигатели тракторов МТЗ оснащены съемной головкой, которая устанавливается на блок цилиндров и крепится болтами. Надежная работа агрегата зависит от правильной сборки деталей и соблюдения момента затяжки головки блока цилиндров МТЗ. При утечке выхлопных газов или охлаждающей жидкости мощность упадет, а компоненты поршневого узла и блока управления двигателем будут повреждены.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии с диаграммой, приведенной в технической документации. Процедура затяжки болтов головки идентична для атмосферных двигателей и двигателей с наддувом. Болты предварительно затягиваются с моментом затяжки 70-90 Н/м, затем выполняется второй этап затяжки с моментом затяжки 170-190 Н/м (поэтапная затяжка применяется только для дизельных версий с турбонаддувом). Между этапами делается пауза в 5-6 минут, необходимая для обеспечения равномерной деформации фланца.
Окончательное крепление компонентов осуществляется с моментом 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версия с турбонаддувом); применение большего момента строго запрещено.
Если хотя бы одно крепление в корпусе блока перекрутилось или сломался стержень (или сломалась головка), головку необходимо разобрать и отремонтировать резьбу. Не эксплуатируйте двигатель с поврежденным элементом крепления головки.
Если хотя бы одно крепление в корпусе блока перекрутилось или сломался стержень (или сломалась головка), головку необходимо разобрать и отремонтировать резьбу. Не эксплуатируйте двигатель с поврежденным элементом крепления головки.
Регулировка клапанов на МТЗ-245
Для регулировки клапанных механизмов в агрегате Д-245 рекомендуется обратиться в сервисную службу, регулировка стоит в среднем 5 000 рублей.
Если у вас есть необходимые знания, вы можете выполнить регулировку самостоятельно.
Для этого необходимо:
- Открутите гайки, которыми закреплены стойки части вала рычага.
- Полностью демонтируйте часть вала вместе с пружиной.
- Открутите крышку головки блока цилиндров и снимите ее с блока.
- Проверьте клапан (регулируемый) на наличие повреждений, регулировка должна производиться на специально оборудованных платформах или машинах.
- Нанесите на насадки пастообразное средство. Рекомендуется добавлять в пасту стеариновую жирную кислоту.
- Продолжайте установку до тех пор, пока насадки и стойки не приобретут широкий матовый край. Полосы не должны рваться.
- Вымойте головку цилиндра и детали клапанов.
- Смажьте участок штока маслом.
- Расстояние между рычагом и концом стержня не должно превышать 0,35 мм для впускного устройства и 0,45 мм для выпускного устройства.
- Затяните крепежные болты головки блока цилиндров. Это поможет устранить стук в клапанном узле двигателя.
Регулировка клапанов на МТЗ-1221
Порядок регулировки деталей клапанов на тракторе Т-1221 Беларус:
- Установите автомобиль на специальную платформу.
- Демонтируйте двигатель машины и прогрейте его до +60°С.
- Демонтируйте двигатель.
- Демонтируйте крышку головки блока цилиндров двигателя.
- Проверьте затяжку крепежных элементов всех стоек вала.
- Поверните коленчатый вал до упора, пока он не перекроет клапаны цилиндра 1.
- Выполните регулировку зазоров в порядке следования цилиндров: 3, 5, 7, 10, 10, 11, 12.
- Расстояние между штифтом и рычагом амортизатора должно быть в пределах 0,4 мм (со стороны впуска) и 0,45 мм (со стороны выпуска).
- Поверните коленчатый вал на 360°.
- Отрегулируйте покрытие на цилиндре № 6.
- Выполните регулировку на роликах № 1, 2, 4, 6, 8 и 9.
- Открутите регулировочную гайку с помощью специального гаечного ключа и отвертки.
- Для установки необходимого зазора используйте манометр.
- Затяните гайку.
- Проверьте отрегулированный зазор с помощью щупа.
- Соберите все компоненты.
- Запустите трактор, чтобы проверить работу всех отрегулированных механизмов.

Как регулировать клапана МТЗ-1523 и 892
Регулировку следует проводить каждые 20 000 миль пробега от показаний одометра автомобиля, после снятия головки блока цилиндров и подтяжки болтов крепления, а также при появлении шумов в области клапанов.
Для выполнения этой процедуры необходимы следующие инструменты:
- Гаечный ключ,
- датчики,
- отвертка,
- микрометр.
Процедура регулировки:
- Прогрейте двигатель до температуры +60°C.
- Установите трактор на специальную платформу или подставку.
- Демонтируйте двигатель автомобиля.
- Снимите кронштейны стоек цилиндра.
- Открутите крышку от блока цилиндров.
- Проверьте систему крепления оси в сборе.
- Поверните механизм коленчатого вала.
- Отрегулируйте зазор в камерах цилиндра под номерами 4, 6, 7 и 8.
- Проверните коленчатый вал на один оборот, перекрывая элемент цилиндра №4.
- Отрегулируйте зазор в цилиндрах 1, 2, 3 и 5.
- Ослабьте контргайку между концом штока клапана.
- Отрегулируйте необходимый зазор с помощью щупа диаметром 0,3 мм.
- Затяните гайку до упора.
- Установите на место крышку блока цилиндров.
- Установите двигатель.
После регулировки рекомендуется запустить трактор для пробной поездки.