Прежде чем приступить к созданию новых геометрий впускных и выпускных каналов, помните, что очень важно, чтобы они были соосны с уже обработанными коллекторами из-за результатов расточки.
тюнинг головки двигателя
При изучении тюнинга камеры сгорания, не лишним будет ознакомиться со статьей >> Увеличение степени сжатия — это то, как эти типы регулировок влияют друг на друга.
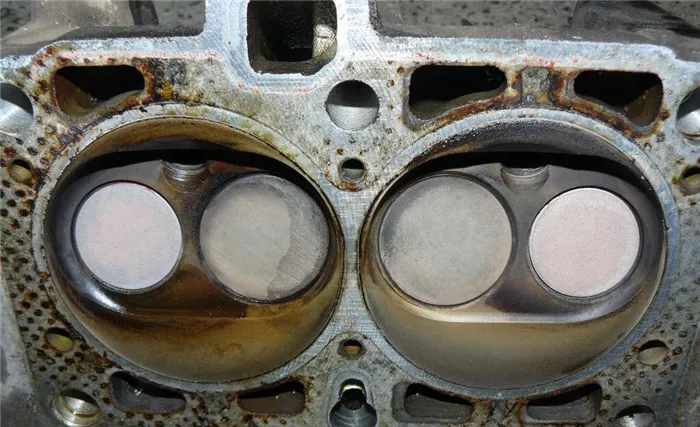
Пространство «уши» вокруг клапанов
Если грамотно переработать пространство в камере сгорания возле открытых клапанов, можно значительно увеличить скорость потока, тем самым повысив наполняемость и производительность двигателя. В «двухклапанном цилиндре» с компактной структурой камеры сгорания часть окружности тарелки клапана, большая ее часть, перемещается близко к краю камеры сгорания, создавая область низкого потока для топливно-воздушной смеси и для отвода продуктов сгорания. Если увеличить эту площадь, можно увеличить заряд цилиндра и, соответственно, мощность.
В случае куполообразных камер сгорания или головок цилиндров с V-образными клапанами эта техника малоэффективна, поскольку клапаны при открытии движутся к центру цилиндра и удаляются от стенок цилиндра.
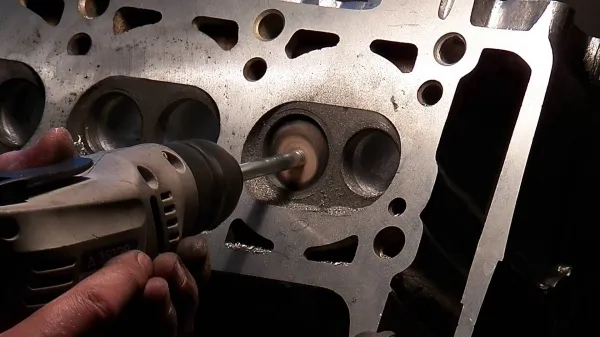
Сверление должно производиться до контактных поверхностей между головкой цилиндров и блоком цилиндров и вокруг клапанов, создавая так называемые «ушки клапанов». Фланец или старый след соседства помогает определить область, где можно проводить сверление. Перфорация выполняется в обратном порядке. Осторожно. Очень осторожно откройте перфорацию, стараясь не допустить попадания вращающегося инструмента в уплотнительные зоны головки цилиндра.




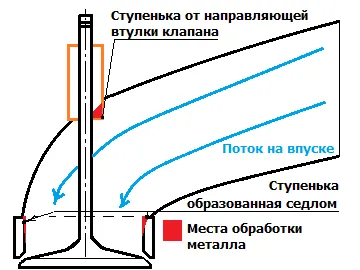
Просаженность седел клапанов
Седла клапанов иногда утоплены в камере сгорания (ослабление клапанов может быть результатом капитального ремонта, большого пробега, больших изменений хода поршня из-за установки другого распредвала и т.д.) В начале открытия впускного клапана (1-2 мм) топливно-воздушная смесь с трудом достигает цилиндров двигателя. В случае выпускного клапана выступ препятствует очистке цилиндров в конечной фазе выхлопа. Наличие аномалий и крутых углов оказывает сильное влияние на «зазор в цилиндре» (очень важная фаза работы двигателя, когда оба клапана открыты в небольшой степени).
Это можно устранить, сгладив острые края седел клапанов. Рекомендуется, чтобы вся обработка камеры сгорания проводилась при установленных клапанах (с запасом), чтобы защитить рабочие кромки седел клапанов от повреждений.



Выступы седел клапанов
При установке седел клапанов на головку цилиндра впускные и выпускные отверстия соприкасаются друг с другом из-за несовершенства отливки и прямой цилиндрической формы седел. Стыки деталей из подшипника обычно не обрабатываются. Даже если на заводе предусмотрена обработка стыков между седлами клапанов и головкой блока цилиндров, она выполняется умеренно и образуются новые выступы, поскольку обработка выполняется фрезерованием, которое не обеспечивает требуемого качества при обработке сложных, криволинейных поверхностей. Сглаживание сопряжений между корпусом головки цилиндра и седлами клапанов дает очень хорошие результаты в снижении сопротивления потоку и, следовательно, повышает наполнение цилиндров двигателя.


Кстати, если внутренний диаметр седел увеличивается, не обязательно оставлять прежние клапаны на месте; их можно заменить новыми, имеющими больший диаметр диапазона.
Доработка ГБЦ на ВАЗ 2109 (8 клапанов)
Конструкция любого двигателя внутреннего сгорания, в том числе и 8-клапанных двигателей ВАЗ 2109, предусматривает наличие следующих компонентов:
- Камера сгорания,
- Система клапанов,
- Протоколы кастинга,
- Экспортные коллекторы,
- Импорт заголовков.
При открытии и корректировке впускного коллектора и коллекторов цилиндров можно увеличить степень наполнения цилиндров, что приводит к повышению эффективности двигателя. Нередко восстановление является последним шагом в увеличении объема двигателя.

Объем капитального ремонта
Цели доработки
Восстановление головки блока цилиндров направлено на достижение следующих целей.
- Чтобы немного увеличить диаметр,
- Удалите дефектные отливки,
- Скорректируйте радиус кривизны,
- Для полировки каналов.
Геометрия коллекторов и портов головки блока цилиндров изменяется в процессе восстановления. Если эта работа не будет выполнена должным образом, то не только не будет достигнуто желаемое увеличение производительности, но и может привести к потере производительности, быстрому износу и повреждению двигателя.

Расточка коллекторов
Для доработки коллекторов необходимо выполнить две основные операции.
Сцена
Цель
Достижение требуемого диаметра канала путем фрезерования коллекторов
Отполируйте коллекторы с помощью специальных инструментов и фитингов. Для этого зажмите наждачную бумагу средней зернистости на трубе и поместите трубу в сверлильный станок. Эффект достигается за счет вращения сопла в канале бурения.
Самое главное в этом процессе — сохранение оси канала и формы поперечного сечения пути потока.

Работа с инструментом
Соблюдайте некоторые важные правила при работе с несколькими трубопроводами.
- Прежде чем приступить к сверлению коллекторов головки блока цилиндров, определите точное положение коллекторов относительно головки блока цилиндров. Для этого необходимо установить пару штифтов.
- Диаметр впускного отверстия коллектора может быть на 1-1,5 мм меньше диаметра соответствующих окон в головке цилиндров. В основном по этой причине многие владельцы ВАЗ 2109 отказываются от сверления коллекторов.
- Диаметр отверстий выпускного коллектора может быть на 1-1,5 миллиметра больше или равен диаметру отверстий головки блока цилиндров.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новых геометрий впускных и выпускных каналов, помните, что очень важно, чтобы они были соосны с уже обработанными коллекторами из-за результатов расточки.
Чтобы выполнить это требование, необходимо подсоединить трубу к головке цилиндра и использовать полученные метки для определения необходимой геометрии путем сверления. Используйте смазку или пластилин, нанесенные на поверхность головки цилиндра, чтобы сделать четкую отметку.
Выровняйте отверстия в каналах головки блока цилиндров по следующим диаметрам.
Воздуховод
Диаметр воздуховода
Впускное отверстие головки цилиндра
Выпускной канал для головки блока цилиндров
Канал в головке цилиндра обрабатывается в следующем порядке:
- Сверление производится фрезой со стороны коллектора до втулки клапана,
- Сверление производится со стороны камеры сгорания. Убедитесь в наличии седел для новых клапанов,
- Сверлите геометрию фрезами различной конфигурации,
- Шлифовка труб.
Обработка поверхности
Важные нюансы
Перед проведением любых работ с впускными и выпускными отверстиями головки блока цилиндров следует ознакомиться с некоторыми важными рекомендациями экспертов:
- Внутренние поверхности впускных отверстий не нужно дополнительно обрабатывать наждачной бумагой. Неровность поверхности, вызванная фрезерованием, способствует скоплению капель бензина и их испарению,
- Обработка впускного тракта четвертого цилиндра неизбежно открывает слив масляной системы. Вы должны установить втулку, которая была обработана по правильным размерам,
- При обработке трубопроводов обязательно соблюдайте диаметры. Если вы сделаете отверстия больше, чем нужно, вы рискуете прорезать охлаждающую рубашку рядом с ним. Если вы это сделаете, головка блока цилиндров придет в негодность.
Чтобы выполнить это требование, необходимо подсоединить трубу к головке цилиндра и использовать полученные метки для определения необходимой геометрии путем сверления. Используйте смазку или пластилин, нанесенные на поверхность головки цилиндра, чтобы сделать четкую отметку.
Зачем растачивать каналы в ГБЦ?
Расточка каналов проводится для увеличения параметров работы силового агрегата на более высоких скоростях. Если требуется регулировка, процедура выполняется аналогичным образом, за исключением того, что владелец машины должен выбрать степень шлифовки ролика. В этом случае нет необходимости снимать овальные формы с головки цилиндра. После сверления и установки поршней большего размера можно добиться увеличения мощности.
Чем больше поршень, тем больше топливной смеси может быть подано в двигатель. Чем больше топлива сжигается во время работы двигателя внутреннего сгорания, тем выше давление сгорания. Это приводит к увеличению мощности.
Процесс растачивания каналов головки
Для сверления каналов требуется шарошечная фреза. Диаметр фрезы должен соответствовать желаемому размеру отверстия. Это может быть 29, 31 или 32 мм. Перед созданием геометрии воздуховода следует учесть, что в конечном итоге она должна соответствовать геометрии обработанных коллекторов воздуховодов. Для выполнения этого условия важно соединить трубы с коллектором и определить необходимую геометрию в процессе бурения на основе полученных отметок. Для получения четкой маркировки используют пластилин или твердые вещества, которые наносят на торцевую часть головки.
Процесс сверления ведется до достижения этих диаметров:
- размер входного канала головки должен составлять 3,1-3,2 см,
- диаметр выхода составляет 2,9 см.
Процесс бурения состоит из следующих этапов:
- Размер головки изменяется. Размер головки изменяется, а геометрия при необходимости увеличивается. Необходимый диаметр кривых определяется путем измерения.
- Седла клапанов обновлены. Из этих фитингов удаляются острые края, так как они создают большое сопротивление при открытии клапанов.
- Отверстия со стороны впускного коллектора совмещены с каналами головки. С помощью фрезера просверлите отверстие в гильзе. Если несоосность сохраняется, подача горючей смеси прекращается.
- Отверстие сверлится со стороны камеры сгорания. Убедитесь, что седла новых клапанов установлены.
- Геометрия сверлится с заусенцами, для этого используются элементы разных размеров.
- Последний шаг — шлифовка каналов. Процедура проводится до тех пор, пока поверхность каналов не станет как можно более гладкой.
Несколько фотографий головки двигателя Формулы 1 в разрезе. Форма седел клапанов болидов хорошо видна и может быть проанализирована. Фаски f1 действительно закруглены и обеспечивают идеальные условия для беспрепятственного потока газа.
Доработка ГБЦ на ВАЗ 2109 (8 клапанов)
Конструкция любого двигателя внутреннего сгорания, в том числе и 8-клапанных двигателей ВАЗ 2109, предусматривает наличие следующих компонентов:
- Камера сгорания,
- Система клапанов,
- Протоколы кастинга,
- Экспортные коллекторы,
- Импорт заголовков.
При открытии и корректировке впускного коллектора и коллекторов цилиндров можно увеличить степень наполнения цилиндров, что приводит к повышению эффективности двигателя. Нередко восстановление является последним шагом в увеличении объема двигателя.
Цели доработки
Восстановление головки блока цилиндров направлено на достижение следующих целей.
- Чтобы немного увеличить диаметр,
- Удалите дефектные отливки,
- Скорректируйте радиус кривизны,
- Для полировки каналов.
Геометрия коллекторов и портов головки блока цилиндров изменяется в процессе восстановления. Если эта работа не будет выполнена должным образом, то не только не будет достигнуто желаемое увеличение производительности, но и может привести к потере производительности, быстрому износу и повреждению двигателя.

Инструменты
Шаровая мельница, соответствующая желаемому диаметру отверстия (29, 31, 32 мм),
- 29, 31, 31, 31, 31, 31, 31, 31, 31, 31, 31, 31, 31, 31, 31, 31,
- Манометр суппорта,
- Гибкая трубка с меньшим диаметром, чем отверстие.