Двигатель — это железное сердце любого автомобиля. Если один компонент выходит из строя, велика вероятность, что выйдет из строя все устройство.
Ремонт трещин блока цилиндров двигателя
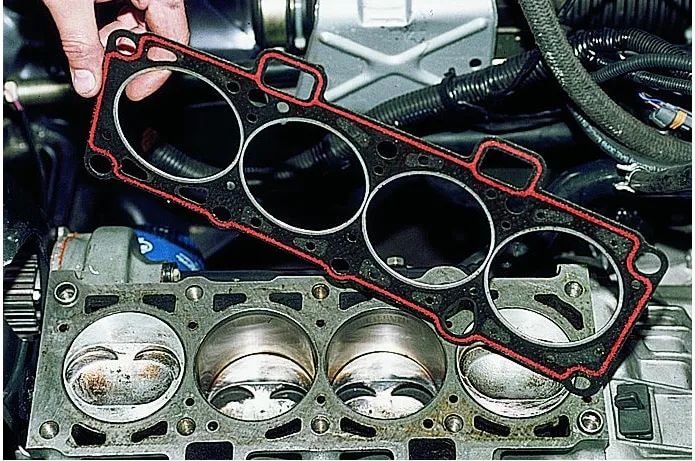
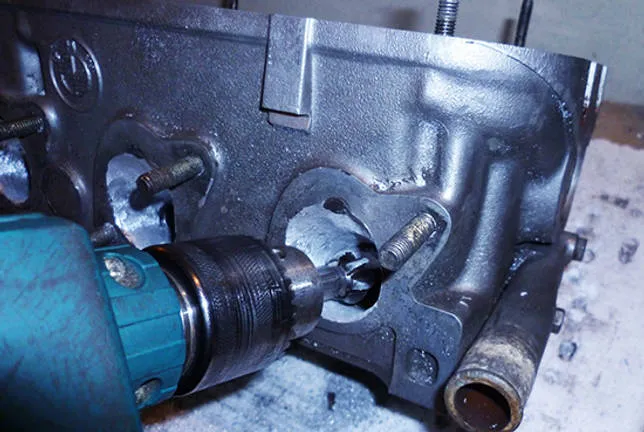
Треснувшие стенки блока двигателя обычно ремонтируются с помощью эпоксидного герметика или сварки. Заварка трещин может быть выполнена двумя способами — с нагревом и без нагрева. Перед ремонтом трещин в блоке двигателя края трещин засверливаются специальным сверлом, чтобы трещины не расширялись во время работы. Размер сверла составляет 5 мм. После того, как края трещины просверлены, трещину необходимо разрезать по всей длине шлифовальной машиной.

Аксессуары для
Компоненты для ремонта головки блока цилиндров.
Реконструкция головки блока цилиндров
Как самостоятельно отремонтировать головку блока цилиндров.
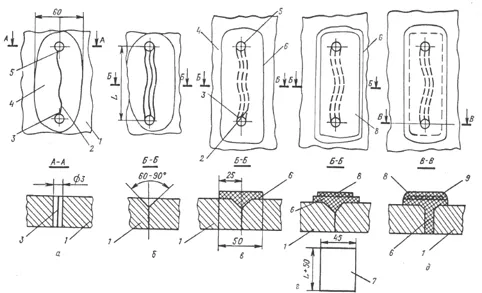
a) Сверление краев трещины, b) Ремонт вокруг трещины, заполнение и обезжиривание, c) Заполнение эпоксидной смолой, d) Армирование эпоксидной смолой, e) Верхний слой эпоксидной смолы, L — длина трещины, 1) Блок, 2) Трещина в блоке, 3, 5) Сверление краев трещины, 4) Ремонт, 6) Эпоксидный слой, 7) Вакуум, 8) Эпоксидный армирующий состав, 9 — Верхний слой эпоксидного состава.
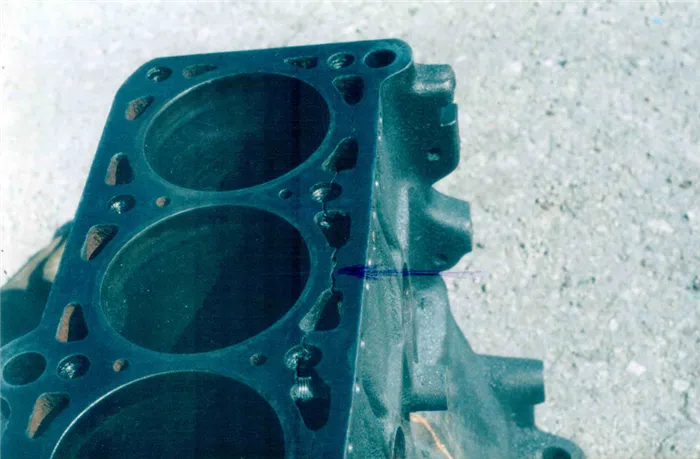
Ремонт трещин чугунного блока цилиндров двигателя
Как правило, трещины
в блоке цилиндров,
Как правило, трещины в блоке цилиндров, головке блока цилиндров и головке блока цилиндров
Блок цилиндров и головка блока цилиндров обычно имеют трещины, что свидетельствует о необходимости замены компонента,
но есть способ их восстановить.
Трещины в блоке двигателя
Заварка трещин в чугунном блоке двигателя имеет свои подводные камни. При ремонте трещин в чугунном блоке двигателя методом нагрева работа выполняется при температуре 600-640 градусов Цельсия с помощью кислородно-ацетиленового пламени. Наполнитель представляет собой стержень диаметром 5 мм. Шов защищается от окисления с помощью буры. Не допускается сварка чугунных блоков цилиндров при температуре ниже 600 градусов Цельсия.
Если трещины в чугунном блоке двигателя ремонтируются без нагрева, обычно применяется дуговая сварка, а в качестве присадочного металла используется электродная проволока диаметром 1,2 мм. Сварка производится в атмосфере аргона. Во время дуговой сварки не допускайте перегрева выше 60 градусов Цельсия.
При заварке трещин в блоке цилиндров необходимо соблюдать условия эксплуатации:
Ток 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 МПа.
Электроды, используемые при сварке чугунных блоков: ПАНЧ11, МНЧ1, МНЧ1, ОЗЧ1, АНЧ1, СЧ3, СЧ4.
При сварке: ток 130А, напряжение 36В, твердость HB 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Трещины в блоке цилиндров ремонтируются эпоксидным материалом в следующем порядке:
1) С помощью шлифовальной машины вырежьте трещину на ¾ толщины стенки.
2) Высверлите края трещины сверлом диаметром 5 мм.
3) Заглушите отверстия медными пробками.
4) Обведите трещины шпателем.
5) Очистите и обезжирьте поверхность (ацетоном).
6) Нанесите эпоксидный клей в несколько слоев, первый слой 1 мм, второй 2 мм, в итоге все слои должны быть в пределах 3-4 мм.
7) Дайте нанесенной эпоксидной смоле затвердеть в сушильной камере при температуре 90 градусов Цельсия.
Та же процедура используется для ремонта треснувшей головки блока цилиндров, но только в том случае, если направляющая клапана, камера сгорания или седло клапана в области гнезда не имеют трещин.
Причины появления трещины в блоке цилиндров
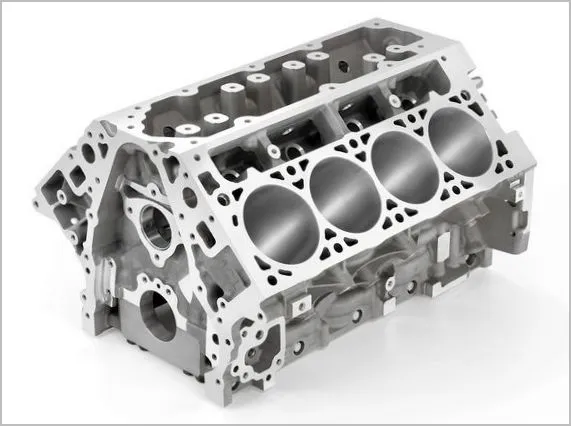
Разрушить прочный металл блока нелегко, но его структура имеет ограниченный предел прочности. Со временем ситуация ухудшается из-за процессов старения:
- при переменных ударных нагрузках, высокочастотных взрывах рабочей смеси в цилиндрах,
- постоянные перепады температуры, от нуля градусов зимой до более 100 градусов Цельсия после прогрева двигателя,
- Температурные деформации в громоздких деталях, закрепленных чрезмерно затянутыми болтами,
- Дефекты, вызванные многократным ремонтом и механической обработкой,
- Сильные механические удары, например, классический случай, когда поршневой шток ломается и прорывается через стенку блока цилиндров (так называемая «рука друга»).

Трещины могут также присутствовать из-за производственного дефекта при отливке блока, но они могут стать заметными только через некоторое время и могут быть непроницаемыми.
Симптомы
Растрескивание металла может происходить из-за смешивания различных рабочих жидкостей и газов:
- Впуск отработавших газов, расширяющихся под высоким давлением в системах смазки и охлаждения,
- наличие моторного масла в антифризе,
- образование пены и эмульсии в картере вследствие утечки охлаждающей жидкости.
Обычно имеется один основной внешний симптом: двигатель начинает перегреваться даже в самых безобидных ситуациях, даже на холостом ходу без нагрузки.
По теме.
В одном из цилиндров, где трещины не образуются массово, происходит осечка из-за неисправности. При эндоскопическом осмотре двигателя поверхности компонентов, выходящих из камеры сгорания, деформированы.
Находящийся под давлением расширительный бачок системы охлаждения начинает разбухать под действием внутреннего давления выхлопных газов. На поверхности антифриза образуется маслянистая пленка, которая обесцвечивается и становится мутной. В расширительном бачке радиатора ощущается характерный запах выхлопных газов.

Уровень масла в картере поднимается и эмульгируется. Контрольная лампа давления масла в двигателе начинает мигать. Компрессия часто снижается, но не всегда.
Уровень антифриза снижается. Позади автомобиля появляется белое туманное облако от попадания охлаждающей жидкости в цилиндры. Он начинает кипеть в баке задолго до достижения необходимой температуры.
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если вы решите провести капитальный ремонт, в этом нет необходимости, так как неисправность довольно легко обнаружить визуально.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесенный на поверхность компонента в подозрительной зоне, демонстрирует металлическую неоднородность при помещении в магнитное поле.
Поле генерируется постоянными магнитами, когда они вносятся в зону, подлежащую проверке. Частицы пыли или мелкие осколки скапливаются вблизи трещины, подчеркивая дефект.
Проверка водой
Когда вода попадает в систему охлаждения и создается избыточное давление, она начинает просачиваться через трещины. Это хорошо видно на сухой поверхности. Вместо воды можно использовать отработанный антифриз, который имеет более высокую скорость потока.
Диагностика давлением
Наиболее распространенным методом является опрессовка деталей. Это означает, что воздух нагнетается в систему под высоким давлением, блокируя все физические каналы. Для лучшей визуализации газ может быть окрашен с помощью автоматического генератора дыма.
Техника пробивания треснувшего металла используется не всегда. Обычно детали заменяются, так как остановить процесс растрескивания практически невозможно. Но в особых случаях редких или очень дорогих двигателей, детали должны быть отремонтированы.
Причины и признаки неисправности
Описанные ниже «симптомы» указывают на наличие трещин в головке блока цилиндров или блоке цилиндров.
Важно! Те же симптомы могут указывать на другие неисправности! Поэтому не делайте поспешных выводов.
- Перегрев двигателя, утечка антифриза или другой охлаждающей жидкости. Чтобы убедиться, что это не трещина, проверьте болты головки блока цилиндров на плотность посадки и герметичность.
- Система контроля температуры не работает должным образом. Перегрев вызывает деформацию головки блока цилиндров.
- Неисправность крышки расширительного бачка, вызывающая образование воздушных масс.
- Летом стрелка датчика температуры резко перемещается в разные стороны.
К симптомам также можно отнести скрип, который особенно заметен при беге на спуске.
Важно. Выкрутите свечу зажигания, чтобы проверить ее на наличие трещин. Затем проверьте жидкость в буквальном смысле. Если вкус сладковатый, это означает, что охлаждающая жидкость попала в масло через трещину. В этом случае попробуйте залить масло в систему и завести автомобиль (не закрывая крышку расширительного бачка). Если он сразу закипит — значит, в головке блока цилиндров определенно есть микротрещина.
Обратите внимание, что трещины часто возникают вблизи втулки (направляющей или впускного клапана). В этом случае необходимо заменить всю головку блока цилиндров.
Еще один признак — утечка газа. Чтобы определить, является ли это причиной, мы рекомендуем надеть резиновую перчатку на расширительный бак. Если со временем она лопается, значит, есть проблема.
Диагностика проблемы
Прежде чем приступить к ремонту, вы должны быть на сто процентов уверены, что это действительно трещина. Чтобы убедиться в этом, мы предлагаем вам несколько способов диагностики проблемы.
В этом случае используется специальная окрашивающая жидкость.
- Поэтому сначала необходимо как можно лучше очистить поверхность головки (ацетоном или другой подходящей жидкостью).
- Затем жидкость следует нанести непосредственно на поверхность.
- Через несколько минут остатки жидкости следует смыть чистой тканью.
Магнитно-порошковая проверка
Этот метод считается одним из самых быстрых методов обнаружения трещин. Как проводится тест? Магнит помещается с каждой стороны головы. Затем на него следует посыпать металлическую стружку. Если есть трещины, он начнет прилипать к магнитам, что может привести в лучшем случае к вмятинам, а в худшем — к трещинам.
Кстати, трещины могут появиться в верхнем уровне блока цилиндров, если блок плохо промыт и очищен перед сборкой. В результате в резьбовых отверстиях остается грязь и жидкость.
Ремонт трещин при помощи сварки

Следует отметить, что ремонт трещин должен производиться в строгом соответствии со всеми рекомендациями. Механические остаточные напряжения в зоне шва могут нарушить целостность шва и потребовать повторной обработки.
Чугунные блоки ремонтируются путем высверливания краев трещины, а затем шлифовки по всей длине трещины под углом 90 градусов. Для предотвращения дальнейшего распространения необходимо провести бурение. Для сварки блок цилиндров сначала нагревается до 650 градусов Цельсия. Затем накладывается сплошной шов с помощью дополнительного железомедного стержня и флюса. Последним этапом является постепенное охлаждение детали, для чего требуется специальная нагревательная камера.
Также рекомендуем прочитать статью о преимуществах и недостатках установки газовых систем в автомобили. В этой статье вы узнаете, стоит ли экономить на бензине и какие последствия для двигателя может иметь езда на бензине.
Чтобы избежать нагрева блока, можно использовать электросварку и медные электроды в оловянной оболочке. После завершения работы обезжирьте поверхность получившегося шва ацетоном и нанесите еще один слой эпоксидной пасты с помощью специального шпателя. Эпоксидный материал отвердевает в течение 24 часов при комнатной температуре и около 2 часов при нагревании до 100 градусов Цельсия. Последний шаг — шлифовка окончательного шва.
Альтернативные способы

Небольшие трещины также можно сначала отремонтировать с помощью эпоксидной пасты и шпаклевки. Перед началом работы металлическую поверхность следует тщательно обезжирить. Слои пасты и глазури наносятся поочередно, последним слоем является эпоксидная смола.
Другое решение, называемое SEAL-LOCK, также является одним из самых популярных методов на сегодняшний день. Преимущество этого метода заключается в том, что двигатель не нужно разбирать. Метод подходит для ремонта серьезных трещин или разломов в блоке цилиндров. Для ремонта также не обязательно использовать сварочный аппарат.
Процедура основана на заполнении трещины специальным слоем мягкого металла, который прочно сцепляется с поверхностью ремонтируемого компонента.
- Находится трещина, затем раскрываются края трещины. Затем вдоль трещины просверливаются отверстия с заданным шагом. В эти отверстия вставляются толкающие опоры, соединяющие оба конца трещины. Крепежи выбираются в зависимости от типа трещины, так как они могут иметь различную длину и форму.
- Затем между крепежными элементами просверливается отверстие и специальным метчиком нарезается коническая резьба. Затем отверстие необходимо обработать антиоксидантом. Затем с помощью дрели в отверстие с небольшим усилием вкручивается конусообразная пробка, материал которой находится в активном контакте с металлом ремонтируемой детали.
- Затем часть дюбеля, возвышающаяся над плоскостью, должна быть слегка отшлифована, и завинчивание производится с большим усилием, создаваемым специальным инструментом. Под действием этой силы мягкий штифт ломается в месте подреза. Выступающие обломки подвергаются дальнейшему дроблению.
- Следующим шагом будет сверление следующего отверстия. Это отверстие сверлится так, чтобы оно перекрывало предыдущее резьбовое отверстие с дюбелем. Во время ремонта вся трещина заполняется пробками.
Когда все разъемы и штекеры установлены и заземлены, образуется шов. Это соединение должно быть запрессовано (прижато) ударным инструментом (пневматический молоток с переменной частотой вибрации).
Клепка шва устраняет зазоры и ускоряет диффузию материалов из заклепки и заготовки. В результате получается вязкий шов с сильной адгезией к поверхности. Такой шов имеет много преимуществ по сравнению со сварным швом:
- он не подвержен температурным колебаниям,
- он не подвержен температурным колебаниям и способен сохранять свою целостность при высоких рабочих температурах,
- он не подвергается значительным нагрузкам,
Что касается установки капитального ремонта, который может буквально «заклеить» трещины блока двигателя или головки блока цилиндров, то метод решения в системе применения аналогичен описанному выше. Необходимо вырезать и наложить металлическую заплату, затем установить ее, заполнив весь периметр лентами и коническими дюбелями. Последующее испытание конечного соединения на герметичность производится путем испытания давлением около 6 атмосфер.
Сварка может быть электрической или «холодной». Холодная сварка — это заделка трещин с помощью различных материалов на основе полимеров. Почти все трещины могут быть заварены первым или вторым методом, за исключением трещин в области седла клапана, на стенках цилиндра и на контактных поверхностях головки цилиндра и головки цилиндра.
Причины и признаки неисправности
Описанные ниже «симптомы» указывают на наличие трещин в головке блока цилиндров или блоке цилиндров.
Важно! Те же симптомы могут указывать на другие неисправности! Поэтому не делайте поспешных выводов.
- Перегрев двигателя, утечка антифриза или другой охлаждающей жидкости. Чтобы убедиться, что это не трещина, проверьте болты головки блока цилиндров на плотность посадки и герметичность.
- Система контроля температуры не работает должным образом. Перегрев вызывает деформацию головки блока цилиндров.
- Неисправность крышки расширительного бачка, вызывающая образование воздушных масс.
- Летом стрелка датчика температуры резко перемещается в разные стороны.
К симптомам также можно отнести скрип, который особенно заметен при беге на спуске.
Важно. Выкрутите свечу зажигания, чтобы проверить ее на наличие трещин. Затем проверьте жидкость в буквальном смысле. Если вкус сладковатый, это означает, что охлаждающая жидкость попала в масло через трещину. В этом случае попробуйте залить масло в систему и завести автомобиль (не закрывая крышку расширительного бачка). Если он сразу закипит — значит, в головке блока цилиндров определенно есть микротрещина.
Обратите внимание, что трещины часто возникают вблизи втулки (направляющей или впускного клапана). В этом случае необходимо заменить всю головку блока цилиндров.
Еще один признак — утечка газа. Чтобы определить, является ли это причиной, мы рекомендуем надеть резиновую перчатку на расширительный бак. Если со временем она лопается, значит, есть проблема.
Диагностика проблемы
Прежде чем приступить к ремонту, вы должны быть на сто процентов уверены, что это действительно трещина. Чтобы убедиться в этом, мы предлагаем вам несколько способов диагностики проблемы.
В этом случае используется специальная окрашивающая жидкость.
- Поэтому сначала необходимо как можно лучше очистить поверхность головки (ацетоном или другой подходящей жидкостью).
- Затем жидкость следует нанести непосредственно на поверхность.
- Через несколько минут остатки жидкости следует смыть чистой тканью.
Магнитно-порошковая проверка
Этот метод считается одним из самых быстрых методов обнаружения трещин. Как проводится тест? Магнит помещается с каждой стороны головы. Затем на него следует посыпать металлическую стружку. Если есть трещины, он начнет прилипать к магнитам, что может привести в лучшем случае к вмятинам, а в худшем — к трещинам.
Этот метод аналогичен предыдущему. Разница между ними в том, что не нужно окунать голову в воду, а как раз наоборот — опускать ее в воду:
- Проверьте все отверстия на наличие утечек.
- Проверьте все отверстия на наличие различных отверстий.
- Затем закачайте воздух в воздуховод с помощью насоса.
- Оставьте обрабатываемую деталь на несколько часов. Если вы обнаружили, что вода уходит, значит, проблема с головкой, и ее нужно заменить или в лучшем случае отремонтировать (что дешевле, но… нет гарантии, что деталь прослужит долго).
Уровень антифриза снижается. Позади автомобиля появляется белое туманное облако от попадания охлаждающей жидкости в цилиндры. Он начинает кипеть в баке задолго до достижения необходимой температуры.
Трещины в головке и блоке двигателя: решение проблемы

Трещины в блоке и головке двигателя являются прямым результатом небрежности водителя. К этому приводят как механические дефекты, так и обычное замерзание жидкости в системе охлаждения. Конечно, никто не застрахован от таких форс-мажорных обстоятельств, но при эксплуатации автомобиля лучше всего учитывать вышеперечисленные причины.
Если избежать катастрофы невозможно, не отчаивайтесь. Вы можете самостоятельно отремонтировать поврежденные детали, не прилагая особых усилий и предварительно изучив степень трещин.
Например, детали не подлежат ремонту, если они имеют трещины в зоне их расположения: в соединительной плоскости между блоком цилиндров и головкой цилиндров, в отверстии цилиндра или в седлах клапанов. Все остальные повреждения, безусловно, можно попытаться устранить.
Решения проблемы
Сварка (электросварка или газосварка) является одним из наиболее распространенных методов. Если вы ремонтируете чугунный блок двигателя, то сначала необходимо предварительно просверлить торцевую трещину на глубину 0,5 см, а затем раскроить ее зубилом, шлифовальной машинкой или аналогичным инструментом под углом 90 градусов по всей длине.
Глубина нанесения должна составлять до 80 % от общей толщины стенки. Перед сваркой блок должен быть нагрет до температуры не менее 600 градусов Цельсия.
Затем сварку следует выполнять газовой горелкой с нейтральным пламенем и медной присадочной проволокой диаметром 5 мм или флюсом. Металл должен быть равномерно нанесен на поврежденный участок, при этом шов должен выступать наружу не более чем на 1,5 мм.
После завершения процесса сварки аппарат необходимо постепенно охладить в яме или тепловой камере.
Если для этой работы используется сварочный аппарат, восстанавливаемый блок двигателя не нужно нагревать. В этом случае необходимо подать постоянный ток с обратной полярностью. Если вы хотите нанести стальной слой на трещину, следует использовать электроды на основе меди или олова.
Для фиксации сварного шва его можно покрыть пастой на основе эпоксидной смолы.

Еще один метод ремонта треснувших частей блока двигателя — заделывание трещин специальной эпоксидной ремонтной пастой. В этом случае область, где находится трещина, тщательно очищается внутри и снаружи щеткой с металлической основой. Затем по краям трещины просверливаются отверстия диаметром не более 4 мм, которые используются для нарезания резьбы.
В отверстие вкручивается алюминиевый или медный провод. Затем поверхность трещины обрабатывается инструментом (зубило, шлифовальная машина, диск и т.д.) на глубину 75°/о от общей величины, с ударом под углом от 60 до 90 градусов.
Инструмент имеет насечки по всей длине трещины на расстоянии трех сантиметров от ее края. Подготовленную к ремонту поверхность блока обезжиривают бензином или ацетоном, а затем наносят эпоксидную пасту.
Паста наносится в два слоя, каждый толщиной не более 2 мм. Для отверждения материала требуется от одного до двух дней, в зависимости от окончательной толщины слоев. Если зону ремонта нагреть до 100 градусов Цельсия, время отверждения сокращается до трех часов.
После застывания пасты поверхность выравнивается и шлифуется напильником или абразивом.

Трещины в блоке и головке двигателя можно также заделать с помощью стекловолоконной заплаты и эпоксидной ремонтной пасты, с которыми мы уже знакомы. По сути, этот метод мало чем отличается от предыдущего. Разница лишь в том, что каждый слой нанесенной пасты покрывается двойным слоем стеклоткани, а затем поверхность этой заплаты покрывается пастой и разглаживается с помощью прокатного оборудования. В этом случае в общей сложности должно быть не более восьми слоев.
Как определить и починить трещину в блоке цилиндров
Развитие повреждений основных компонентов двигателя может привести к преждевременному ремонту, если их не устранить немедленно. Трещины в головке блока цилиндров или в самом блоке цилиндров считаются одной из самых сложных проблем, с которыми может столкнуться автомобиль. Они могут быть вызваны столкновением (например, после аварии), после длительной эксплуатации или установкой некачественных, неисправных компонентов.
Существуют некоторые общие симптомы, которые при обнаружении требуют немедленного внимания. Они могут быть вызваны трещинами в двигателе или другими проблемами автомобиля. Наиболее распространенными являются следующие симптомы.
- Двигатель часто перегревается. Если образовались трещины, охлаждающая жидкость может вытечь и вызвать перегрев. Иногда причиной также может быть прогоревшая или неисправная прокладка блока цилиндров.
- Неисправные приборы контроля температуры. Промедление с решением этой проблемы может привести к перегреву и перекосу двигателя.
- В расширительном бачке появляются пузырьки воздуха, а давление слишком высокое.
- Указатель температуры показывает неправильные значения. Если вы заметили, что игла указателя постоянно неравномерно перемещается от высоких значений к низким, это может означать, что температура двигателя постоянно перемещается во время работы.
- Вибрации двигателя. Это основной признак, по которому можно обнаружить трещины. Если при движении в гору двигатель вибрирует или трясется, вероятно, двигатель неисправен.
SEAL-LOCK практичен, поскольку для ремонта не требуется сварочное оборудование и двигатель не нужно разбирать. Суть этой технологии заключается в том, что трещина заполняется специальным слоем мягкого металла. Процедура выполняется следующим образом:
Убираем трещину в блоке и головке блока цилиндров
Нередко случаются повреждения двигателя, в результате чего перед владельцем автомобиля встает сложный вопрос: купить новый автомобиль или попытаться его отремонтировать. Если вы решили купить новый двигатель, вам нужно найти деньги на него, подыскав подходящую модель, выставленную на продажу. Если принято решение о ремонте, возникает другой вопрос: насколько надежным будет результат ремонта?
Среди самых неприятных дефектов — трещины или отверстия. С помощью продукции Seal-Lock и оригинальной технологии трещины и отверстия в корпусе двигателя могут быть отремонтированы эффективно и качественно. Он имеет преимущества перед традиционными методами ремонта, такими как сварка и склеивание. Технология не требует нагрева чугунных или кремниевых деталей, что означает отсутствие остаточных напряжений в зоне сварного шва, которые приводят к появлению новых трещин. Он также обеспечивает долговечное уплотнение.

ЦИФРОВАЯ КАМЕРА OLYMPUS
Во время ремонта используются специальные крепежи и конические винты для предотвращения дальнейшего расширения. Затем специальный отбойный молоток используется для забивания зоны ремонта. Это гарантирует, что трещина будет полностью удалена. Полученное соединение выдерживает высокие механические и термические нагрузки, обеспечивая нормальную эксплуатацию автомобиля. Трещины в местах пересечения ремонтируются по той же технологии.
Как заделать трещину в блоке цилиндров
В зависимости от степени повреждения для ремонта блока цилиндров могут использоваться различные методы. Следует отметить, что в некоторых случаях имеет смысл заменить блок, а не ремонтировать его.
Методом сварки
Наиболее распространенный способ ремонта трещины в блоке цилиндров. Однако сварка блока цилиндров — это сложный процесс, при котором необходимо точно следовать процедуре. Если во время сварки будет допущена ошибка, сварной шов разойдется и проблема повторится.
При сварке края трещины сначала засверливаются в блок цилиндров. Это необходимо сделать, чтобы предотвратить распространение трещины. Сверление и дальнейшее шлифование производится под углом 90 градусов.
Затем начинается собственно процесс сварки. Для этого блок цилиндров нагревается до 650 градусов Цельсия, а затем непрерывно сваривается с помощью железо-медного присадочного материала и флюса. Затем блок медленно охлаждается в тепловой камере.
Это важно: не охлаждайте слишком быстро, иначе сварной шов треснет.
Следует отметить, что сварить блок цилиндров можно без его нагрева. Для этого следует использовать электросварщик и медные электроды, покрытые оловом. После завершения работ стык следует обезжирить ацетоном или специальным средством. Затем нанесите слой эпоксидной пасты на стык с помощью шпателя. Затем дайте детали высохнуть при комнатной температуре в течение 24 часов, чтобы эпоксидная смола полностью отвердела. Завершающим этапом является шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Это простой метод, который можно использовать для ремонта небольших трещин на поверхности блока цилиндров. При этом методе на поверхность трещины наносится дополнительный слой эпоксидной пасты и стеклоткани.
Чтобы заделать трещину этим методом, поверхность необходимо сначала тщательно обезжирить, чтобы нанесенные материалы лучше «прилипли» к поверхности. Затем последовательно наносятся несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Эпоксидная смола должна быть последним слоем.
Как заделать трещину в ГБЦ — четыре проверенных способа

- Газовая или электрическая сварка. На чугунном блоке, например, ВАЗа, по краям трещины просверливается отверстие, затем трещина углубляется и расширяется, чтобы сварной шов лучше прилипал к стенке. Сама головка блока цилиндров перед сваркой тщательно нагревается (~600-650 °C). Затем формируется чистый, ровный шов с использованием флюса, железомедной присадочной проволоки и сварочного пламени нейтрального газа. Сам шов должен выступать над поверхностью, но не более чем на 1,0-1,5 мм. После завершения всех сварочных работ аппарат необходимо медленно охладить в тепловой камере.
Сварка также может выполняться без предварительного подогрева. Если трещина требует этого, можно наложить накладку из мягкой стали с помощью электросварки и медных электродов, покрытых оловом. Затем сварные швы обрабатываются и покрываются эпоксидной пастой.

- Эпоксидная паста. Поверхность, прилегающая к трещине, и сама трещина тщательно очищаются, пока не станут почти блестящими. Затем, как и в предыдущем случае, просверливается отверстие диаметром 3-5 мм. В отверстиях нарезается резьба, а затем вкручиваются медные или алюминиевые пробки. Вся трещина обрабатывается под углом 60-90° на глубину ¾ толщины стенки. Поверхность вокруг трещины протравливается, чтобы придать ей шероховатый вид. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривающим средством, ацетоном или, в крайнем случае, бензином. Сама смола наносится шпателем в 1-3 слоя. Каждый слой должен иметь толщину не менее 2 мм, в результате чего общая толщина должна составлять около 3-4 мм. При нагревании или интенсивной сушке отверждение занимает всего 3-4 часа. После высыхания поверхность можно отшлифовать напильником или шлифовальной машинкой.
- Эпоксидная паста + стеклохолст. Вся подготовительная работа такая же, как и в предыдущем методе. Принцип нанесения в основном тот же, за исключением того, что в этом случае на каждый слой пасты кладется кусок стеклоткани, а затем слой прикатывается валиком. Важно: Расстояние между краем заплаты и краем трещины должно составлять не менее 15-20 мм. Каждый новый слой должен перекрывать предыдущий. Может быть от 2 до 8 слоев. Последний слой покрывается пастой и после высыхания обрабатывается напильником или шлифовальной машинкой.
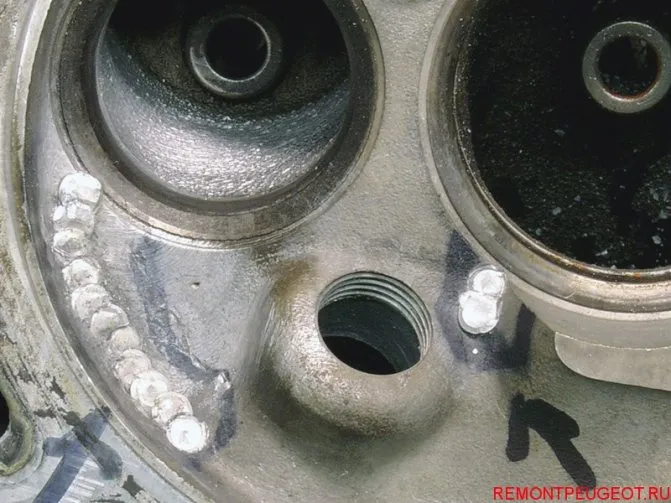
- Установка дюбелей. Просверлите отверстие диаметром 4-5 мм по краю трещины. Для непрерывного сверления отверстий следует использовать одно и то же сверло, а расстояние между отверстиями должно составлять 7-8 мм. Нарежьте резьбу в отверстиях и вкрутите в них медные стержни до толщины стенки. Затем стержни обрезаются ножовкой, но не до конца, так, чтобы концы были примерно на 1,5-2 мм выше поверхности. Затем между палочками просверливаются дополнительные отверстия, перекрывая предыдущие. Когда все стержни образуют непрерывную полосу, концы расплющиваются молотком, сглаживая поверхность штифтов и создавая непрерывный медный шов. Для обеспечения надежности поверхность покрывается эпоксидной пастой или смолой. По окончании ремонтных работ необходимо сбросить давление в блоке или головке.