Это позволяет оператору реально ощущать, правильно ли он держит давление на протяжении всего цикла шлифования (контакт руки с малым маховиком снижает чрезмерное давление).
Правильные способы хонингования цилиндров двигателя
Этот процесс в основном включает в себя шлифование поверхности (шлифовальные головки). Проволока для струйной обработки крепится к головке специального инструмента. Эта процедура является одним из этапов общего капитального ремонта двигателя и выполняется для уменьшения шероховатости гильз и цилиндров и продления срока службы двигателя. Как выполняется эта операция, вы узнаете далее в этой статье.

Что такое хонингование
Что именно является заточкой или расточкой цилиндра? Как мы уже говорили, это очень важный этап ремонта двигателя, так как он является заключительным этапом ремонта двигателя автомобиля. Расточка касается не только уже упомянутых компонентов, но и втулок, шатунов, подшипников коленчатого вала и даже плоскостей. Теперь давайте проясним самый важный вопрос: Зачем нам нужен этот процесс и какую пользу он принесет вашему железному коню?
Каждая деталь служит недолго. Каждая из этих деталей в свое время потребует ремонта, но находчивый велосипедист знает, что есть методы и подходы, которые позволят продлить срок службы детали и сэкономить деньги. Полировка блока цилиндров — один из таких способов побега. Что касается самих деталей двигателя, то их параметры меняются в течение срока службы. Еще более неприятно то, что царапины видны повсюду.
Как вы знаете, все эти факторы очень пагубно влияют на работу всего двигателя, и вот почему:
- Сжатие.
- Сжатие.
- Больше топлива и масла, больше расход топлива и масла.
Поэтому за ремонт блока нужно браться сразу, чтобы потом не пришлось заменять привод коленвала, а здесь речь идет уже о совсем другой сумме. Обратите внимание, что вы можете установить старые поршни в новые вкладыши, если они еще в хорошем состоянии.
Теперь поговорим о технологии обработки. Сама работа выполняется с помощью инструмента, от которого происходит название работы, а именно воронки. Он используется для вращательного скольжения по поверхностям и снятия лишь незначительных слоев металла. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Часто это привычный парафин, но возможны и другие варианты на основе водонефтяных эмульсий. Главное — правильно рассчитать давление, чтобы добиться ровной и правильной поверхности цилиндра.

Инструмент для хонингования
Основной профессиональный инструмент представляет собой конструкцию, состоящую из щеток (абразивов), которые имеют различные параметры и уровни шлифовки. Металлическая рама, в которой установлены сами лезвия, позволяет установить нужные параметры. Головка, вокруг которой размещаются абразивные камни, соединена шарниром с планкой, которая, в свою очередь, соединена с патроном станка.
При ручной заточке можно использовать два типа инструментов:

- Насадка для дрели или общая насадка для шуруповерта. Она напоминает швабру, а абразивный материал находится в виде камней, прикрепленных к концам пружин.
- Инструмент состоит из трех ножек. Материал тот же, что и в предыдущей версии, как и тип применения (например, дрель или шуруповерт).
Наиболее радикальным решением является замена блока цилиндров или всего двигателя. Этот вариант подойдет для автомобиля с недавней гарантией, но для десятилетнего автомобиля стоимость двигателя может оказаться выше его стоимости.
Хонингование цилиндров и смысл этого процесса
Многие специализированные автосервисы занимаются полировкой цилиндров. Основная цель, как вы, возможно, поняли, заключается в уменьшении шероховатости стыка между поршнем и цилиндром. В процессе эксплуатации двигатель теряет свои первоначальные характеристики, что приводит к трудностям в его работе. Компонент двигателя, а также детали двигателя начинают деформироваться. Если вы внимательно посмотрите на разрезанный цилиндр, то заметите, что он имеет овальную форму. Если цилиндр ремонтируется или часто используется, на его поверхности могут остаться царапины и следы. Это приводит к следующим проблемам:
1. потеря свойств при сжатии.
2. 1. потеря прочности при сжатии; — повышенный расход смазочных материалов и топлива.
3. обороты двигателя снижаются.
По этим причинам необходимо провести ремонт двигателя. Если этого не сделать вовремя, внешний вид и функционирование цилиндров могут напрямую повлиять на работу других машин. Это может привести к неисправности. Бывают случаи, когда из-за задержки ремонта приходится устанавливать новый кривошипно-шатунный механизм.
Ремонт компонента осуществляется в несколько этапов, таких как.
— Мастер выполняет сверление всех имеющихся рукавов по отношению к следующему параметру ремонта. В случаях, когда ремонт ранее не проводился, сверление производится до минимального размера, который является первым. Очень важно создать дополнительный допуск в несколько миллиметров.
— Шлифование используется для придания вставкам отверстий правильной формы и уменьшения шероховатости.

Шлифование является наиболее эффективным способом улучшения внешней поверхности вашего двигателя, так как при этом достигается более высокая степень точности. Он обеспечивает более высокое давление в цилиндре, повышая эффективность. При расточке на цилиндр сверху кладется сетка, что позволяет экономить больше масла. При работе двигателя элементы соприкасаются друг с другом, поэтому они всегда окружены маслом.

Стандартный двигатель не подходит для шлифования. Необходимо использовать специальное устройство. Соответственно, шлифовка осуществляется с помощью шлифовальных камней. Стоит иметь в наличии около пяти или восьми штук. Для достижения равномерной перфорации перфорирующие полосы должны быть размещены по всей поверхности перфорируемого цилиндра. Движение должно быть гидравлическим, и вы можете установить инструмент. Благодаря пластиковой конструкции, зерна материала прочно прикреплены к бруску и таковы, что алмазное покрытие самозатачивается.

Как собственноручно произвести хонинговку цилиндра дома
Самостоятельно выполнить сверление в домашних условиях без специального инструмента невозможно. Только абсолютная шлифовка возможна своими руками. Этот процесс включает в себя несколько этапов:
1. сначала необходимо использовать специальное устройство с абразивным материалом. Прежде всего, необходимо использовать специальный шлифовальный инструмент.
2. после мелкого абразива работа выполняется мелким абразивом, при этом достигается замечательная точность. С абразивными пастами вы получите самую гладкую поверхность.
3. всегда не забывайте чистить двигатель, чтобы не оставалось металлических частей, пыли и грязи.
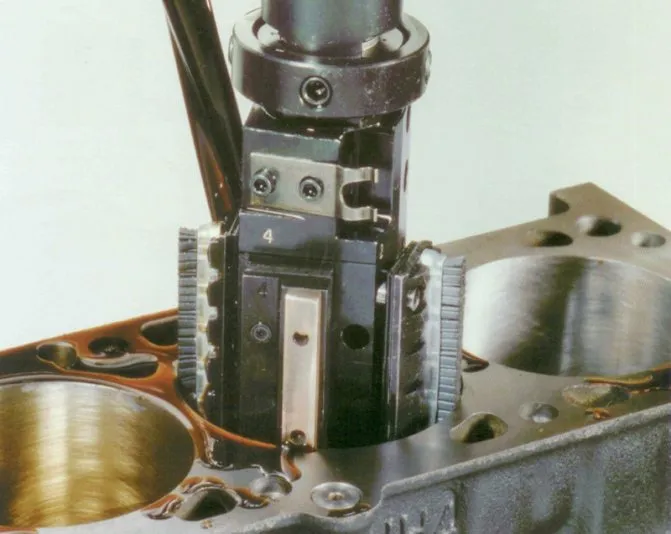
На этой фотографии изображен набор регулируемых шлифовальных головок, который включает в себя комплект из 2 стержневых (с 2 направляющими) и 4 стержневых шлифовальных головок, держателей шлифовальных головок и, наконец, компасов для шлифовальных головок. Ручные коллекторы имеют вал отбора мощности и зажимное кольцо (не показано).
Используемое оборудование
На основе этого промышленность выпускает специальные рога, которые используются для обработки деталей двигателей внутреннего сгорания. Эти инструменты имеют переменный диаметр, используются в шлифовальных станках и имеют ограниченный срок службы. Соответствие техническим требованиям должно быть подтверждено сертификатом от органов стандартизации. Запрещается проводить шлифовальные работы с использованием оборудования, не соответствующего утвержденным стандартам. Это может привести к нежелательным последствиям.
При выборе точильного камня необходимо учитывать следующие параметры:
- Диапазон (в диаметре).
- Количество и длина камней.
- Твердость и размер зерна материала.
Инструменты различаются в зависимости от типа обработки, которая может быть сухой или с применением охлаждающей жидкости. При заточке чугунных или стальных деталей в качестве охлаждающей жидкости используется парафин или смесь парафина и льняного масла. Если точильный камень имеет алмазное покрытие, следует использовать воду с синтетическими добавками.
Хороший шлифовальный станок необходим для процесса шлифования, поскольку он обеспечивает точное перемещение инструмента. Новый или отремонтированный блок, который уже прошел через расточной стан, поступает на рабочий стол. Вам также необходима достоверная информация о размерах, которые должны быть достигнуты в конечном результате. Остальная часть процесса может варьироваться в зависимости от конструкции двигателя внутреннего сгорания.
Инструмент для хонингования
Основной профессиональный инструмент представляет собой конструкцию, состоящую из щеток (абразивов), которые имеют различные параметры и уровни шлифовки. Металлическая рама, в которой установлены сами лезвия, позволяет установить нужные параметры. Головка, вокруг которой размещаются абразивные камни, соединена шарниром с планкой, которая, в свою очередь, соединена с патроном станка.
При ручной заточке можно использовать два типа инструментов:
- Насадка для дрели или общая насадка для шуруповерта. Она напоминает швабру, а абразивный материал находится в виде камней, прикрепленных к концам пружин.
- Инструмент состоит из трех ножек. Материал тот же, что и в предыдущей версии, как и тип применения (например, дрель или шуруповерт).
Технология работы
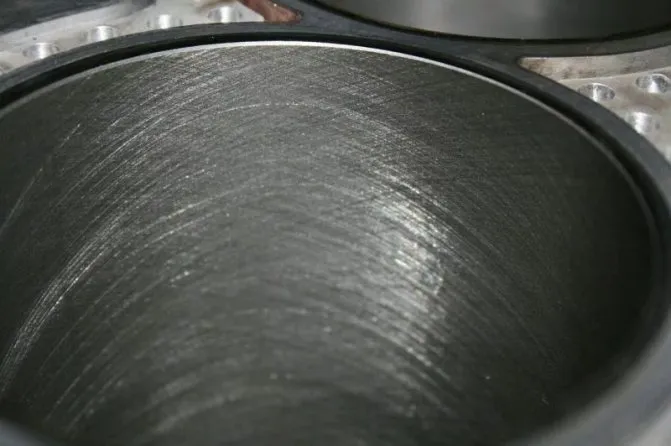
Суть этой работы заключается в выполнении движений вверх и вниз. Вы можете проверить, не допустили ли вы ошибку, посмотрев на узор на поверхности металла. Полученный узор должен быть ровным, а линии должны образовывать между собой угол в 60 градусов.
Обратите внимание, что конус должен оставаться внутри до полной остановки сверла. После завершения работы необходимо снять фаску напильником. Это предотвратит заклинивание колец. Это нужно делать очень осторожно, так как есть риск повредить поверхность обработанного отверстия.
После этого изделие следует очистить от грязи мыльной водой, чтобы удалить все следы абразива.
Наконец, необходимо дать детали высохнуть, а затем обработать ее специальным маслом, обеспечивающим защиту от коррозии.
Для выполнения этой работы в домашних условиях необходима ручная шлифовальная машина. Вам также понадобятся:
- электродрель,
- защитные очки для глаз,
- тряпки,
- масло или парафин.
Процедура выполняется следующим образом:
- Рабочий инструмент закрепляется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Запускается бур, нажимаются камни, и инструмент опускается в отверстие.
- Во время этого процесса совершаются движения вперед-назад, вверх-вниз.
- Инструмент можно извлечь из отверстия только тогда, когда он остановится.
- Формируемый рисунок поверхности постоянно контролируется. Полученные линии должны быть равномерно распределены и образовывать между собой угол в 60 градусов.
Процесс шлифования наиболее часто используется при ремонте двигателей. Процесс шлифования исключает нарушение параметров двигателя. В результате двигатель имеет более длительный срок службы, а следующий капитальный ремонт выполняется раньше.
— Мастер выполняет сверление всех имеющихся рукавов по отношению к следующему параметру ремонта. В случаях, когда ремонт ранее не проводился, сверление производится до минимального размера, который является первым. Очень важно создать дополнительный допуск в несколько миллиметров.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую, блестящую текстуру, поэтому ее часто называют зеркальной. Шлифовальный инструмент — это устройство, используемое для нанесения определенного рисунка сетки на рабочие стенки цилиндра. Отсюда и его название.

В условиях массового производства техника обработки несколько отличается. Процесс измельчения не имеет особых отличий. Сверление производится на токарном станке. Шлифование производится сначала путем фрезерования, а затем, для повышения точности размеров и формы, с помощью шлифовального инструмента. Проволочная сетка в стенках является результатом движения точильного камня в процессе шлифовки. При капитальном ремонте проводится специальная шлифовка, так как цилиндр, просверленный по размеру для ремонта, имеет идеально гладкую поверхность.
Шлифовальный экран играет важную роль в смазке цилиндра и поршневого узла. Он создает масляную пленку определенной толщины, которая увеличивается при движении поршня вверх и становится тоньше при обратном ходе. Масло впрыскивается в блок цилиндров от коленчатого вала и шатунов, а затем перемещается к поршням и кольцам за счет возвратно-поступательного движения поршней. Если стенки цилиндра гладкие, масло не задерживается. Это приводит к масляному голоданию и ускоренному износу двигателя.
Рекомендовано
«Основной целью шлифования является создание структуры поверхности, которая обеспечивает хорошие условия для смазки компонентов двигателя. Этот процесс создает дополнительное уплотнение между поршнем и цилиндром. Это положительно влияет на компрессию двигателя, так как газы не могут выходить в картер. Если не проводится качественная обработка поверхности, то все вышеперечисленные процессы затрудняются. Двигатель голодает и, как следствие, быстро выходит из строя. Сначала появляются заусенцы, затем начинается эллиптический износ, увеличивается расход масла и дымятся выхлопные газы.
Уже давно научно доказано, что идеально гладкая поверхность не является благоприятной средой для движения поршня. Разглаживание создает своего рода углубление для хранения масла. Масляная пленка предотвращает прямой контакт металла с металлом. Снижается трение и уменьшается износ деталей.
Когда двигатель работает, в камере сгорания создается высокое давление, и горячие газы взрываются в зазоре между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, действует как своего рода уплотнение и препятствует выходу газов. Это улучшает компрессию и производительность двигателя.
Гладко отшлифованная стенка цилиндра не подходит для удержания масла. При отсутствии масляного клина между компонентами возникает полусухое трение. Их температура повышается, и происходит преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, так как обладает большей теплоемкостью, чем металл.
Что делать, если в моторе появились задиры
Как упоминалось ранее, износ необходимо устранять немедленно. Если проигнорировать проблему, эксплуатационные характеристики двигателя быстро ухудшатся. Износ увеличивается постепенно: один небольшой дефект влечет за собой другой. Проблемы будут накапливаться, как лавина.
Если задиры еще совсем небольшие
Продукт образует защитную металлическую пленку на парах трения. Особая структура слоя позволяет восстанавливать изношенные поверхности (с небольшими отклонениями от стандартных размеров и геометрии).
Как при использовании трибосольва Suprotec, так и при использовании продуктов других производителей, необходимо точно следовать инструкциям по применению. Превышение допустимой дозы может иметь противоположный эффект. Даже если механизм не поврежден, вы зря потратили свои деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и масла, уменьшает износ и продлевает срок службы всех типов двигателей внутреннего сгорания. Облегчает холодный пуск и защищает от перегрева в пробке.
Технология хонингования цилиндров
Шлифовка блока цилиндров на заводе существенно отличается от той же процедуры, выполняемой при капитальном ремонте двигателя. Различают две фазы:
- Начало обработки грубыми шлифовальными ножами, закрепленными на шлифовальной головке. Это создает контуры сетки, которые можно увидеть на готовой детали.
- Окончательная обработка шлифовальными инструментами. Это делается для компенсации ошибок предыдущей операции и для окончательного выравнивания с новыми поршнями.
Иногда выполняется третий этап — покрытие поверхности шлифовальной пастой. Это делает сито для обуви еще более гладким и не оставляет мелких дефектов на металлической поверхности. Его использование зависит от качества двух предыдущих операций и мастерства мастера. В результате получается ровная сетка без острых металлических кромок, что облегчает нанесение покрытия на детали цилиндра и поршня.
В конце процесса обрабатываемую заготовку необходимо тщательно промыть. Остатки металла и шлифовальные частицы, оставшиеся на блоке цилиндров и его полостях, не допускаются при сборке двигателя. Сборка узла поршень/цилиндр должна производиться только после полной очистки двигателя. Промывка производится сначала жидкостью под давлением, а затем сжатым воздухом.
Соблюдение этой технологии позволит значительно продлить срок службы двигателя после капитального ремонта. Равномерное нанесение шлифовки обеспечивает оптимальный зазор между соединенными деталями и хорошую смазку. Операционная процедура проходит быстрее и проще. Дополнительный срок службы достигается за счет снижения износа. Снижает расход масла при эксплуатации автомобиля и продлевает срок его службы.

Рассмотрим подробнее оборудование для ремонта двигателей. Профессиональное оборудование, которым оснащены автомобильные заводы, позволяет обрабатывать блок с высочайшей точностью. Такие машины могут позволить себе только специализированные мастерские, занимающиеся вскрытием и улучшением блоков цилиндров.
Шлифовка — это процесс создания текстуры рабочей поверхности блока. Это не просто случайное нанесение бороздок и царапин, а создание сетки с точно определенной глубиной бороздок и расстояниями между ними. Поверхность выглядит как ряд канавок, пересекающихся под определенным углом. Кроме того, глубина канавок и их поперечный профиль определяются с точностью до тысячных долей миллиметра. Поверхность не должна иметь острых краев и заусенцев на вершинах бороздок, оставленных точильным камнем. Срок службы двигателя в значительной степени зависит от качества обработки.
Рекомендовано
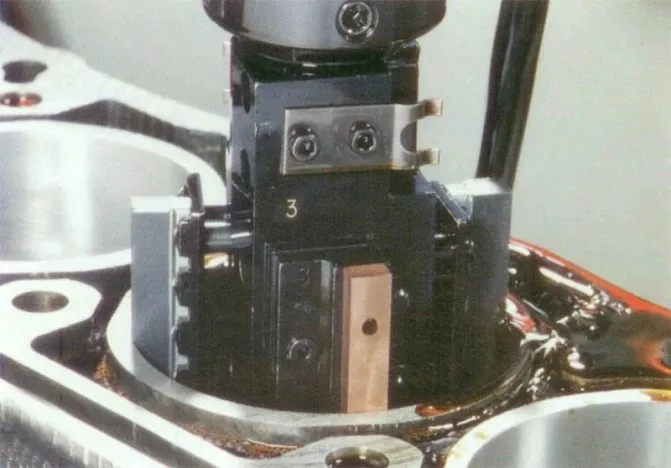
«Замена цилиндра сцепления: рекомендации по процедуре и выбору компонентов» Читать далее Шлифовальный камень устанавливается на корончатую головку. Во время обработки он вращается, оставляя в металле насечки. Круговое движение сочетается с движениями вперед-назад (вверх-вниз) вдоль оси вращения. Синхронизируя скорость этих движений, можно установить желаемый угол между выемками. Это важный параметр, который контролирует толщину масляной пленки между поверхностями крепления.
Угол шлифования — это угол между шлифовальными винтами. Зернистость шлифовального камня также влияет на свойства обработки и качество обработки. Тип шлифовального инструмента обеспечивает правильную глубину шлифования и промежуточное положение шлифовальных камней. Шлифование делится на два этапа: основное шлифование и чистовое. Для каждого этапа выбирается определенный шлифовальный инструмент. Визуализация микропрофиля шлифовального камня позволяет точно контролировать качество поверхности. Этап измеряется с помощью калиброванных измерительных приборов из фольги.
Предлагаемые методы сверления и шлифования применяются к блокам на основе Alusil (Silumal), а также к более современным вариантам Lokasil и Silitec (кремниевая плакировка в алюминиевом сплаве с 25% кремниевых соединений). В каждом случае геометрия и структура цилиндров соответствуют заводским цилиндрам.
Что автовладельцы говорят о хонинговании цилиндров
- Полировка в старых двигателях Полировка блока цилиндров практически отсутствовала на советских заводах 1960-80-х годов. Двигатели для автомобилей, лодок и мотоциклов обычно производились на ответвлениях оружейной промышленности. Поэтому не было стимула для внедрения новых технологий и совершенствования существующих продуктов. Люди покупали то, что у них было, и не жаловались на качество, потому что почти на все товары, включая автомобили, всегда были дефицит и длинные очереди.
Сложность технических процессов была нежелательна в массовом производстве, а поскольку конкуренции не было, заводу было все равно, сколько проработает двигатель до ремонта.
Увеличение шага шлифования может привести к уменьшению толщины масляной пленки и быстрому износу двигателя. Поэтому при заточке блока цилиндров мастерские принимают определенные средние значения, которые подходят для конкретного типа двигателя (например, 3l v6). Это во многом зависит от используемого обрабатывающего оборудования. На двигателях, с другой стороны, ось цилиндра расположена горизонтально, поэтому имеет смысл варьировать размер ячеек и угол шлифования в верхней и нижней части цилиндра.
Для чего нужно хонингование двигателя
Каждая деталь служит недолго. Каждая из этих деталей в свое время потребует ремонта, но находчивый велосипедист знает, что есть методы и подходы, которые позволят продлить срок службы детали и сэкономить деньги. Полировка блока цилиндров — один из таких способов побега. Что касается самих деталей двигателя, то их параметры меняются в течение срока службы. Еще более неприятно то, что царапины видны повсюду.
Как вы знаете, все эти факторы очень пагубно влияют на работу всего двигателя, и вот почему:
Поэтому за ремонт блока нужно браться сразу, чтобы потом не пришлось заменять привод коленвала, а здесь речь идет уже о совсем другой сумме. Обратите внимание, что вы можете установить старые поршни в новые вкладыши, если они еще в хорошем состоянии.
Теперь поговорим о технологии обработки. Сама работа выполняется с помощью инструмента, от которого происходит название работы, а именно воронки. Он используется для вращательного скольжения по поверхностям и снятия лишь незначительных слоев металла. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Часто это привычный парафин, но возможны и другие варианты на основе водонефтяных эмульсий. Главное — правильно рассчитать давление, чтобы добиться ровной и правильной поверхности цилиндра.
Теория хонингования блока цилиндров
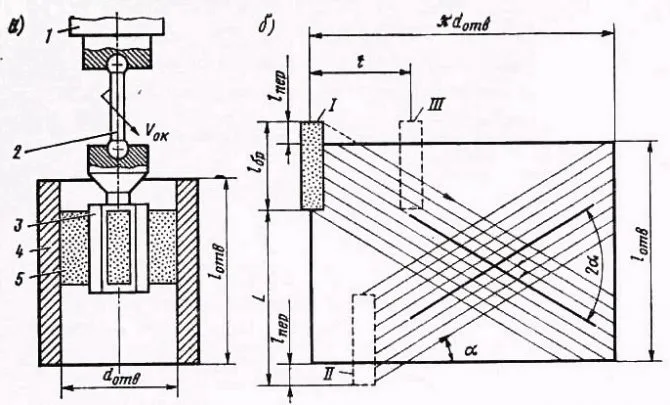
Шлифовка удаляет металл с внутренней поверхности блока цилиндров способом, очень похожим на шлифовку. По сути, этот процесс заключается в удалении металла с помощью специального шлифовального инструмента, называемого абразивным кругом. Рабочая поверхность шлифовального инструмента соприкасается с внутренней поверхностью цилиндра по окружности с определенной шириной, которая обычно очень мала. Сам шлифовальный инструмент в процессе обработки перемещается вверх и вниз, строго ориентируясь на ось цилиндра в двигателе.
Точильный камень состоит из ряда шлифовальных блоков, расположенных по окружности инструмента и удерживаемых в регулируемом металлическом шпинделе. Шпиндель позволяет мастеру регулировать внешний диаметр, образуемый рабочей поверхностью ножей. На верхнем конце губки находится втулка, которая используется для зажима губки на стальном стержне.
Как только вал оказывается в цилиндре блока двигателя, шток и вал цилиндра тщательно выравниваются, что иногда требует повторной установки и регулировки блока цилиндров. Выступ абразивных кусочков и сила, с которой они прижимаются к обрабатываемой поверхности, затем регулируется с помощью шпинделя. Все эти подготовительные операции оказывают значительное влияние на точность процесса обработки и поэтому всегда должны выполняться с особой тщательностью.
Шлифовка отверстий цилиндров осуществляется с помощью специальной шлифовальной жидкости. В процессе шлифования используется очищенный парафин для более простых операций шлифования и, для более сложных операций шлифования, специальные смазочно-охлаждающие жидкости на основе водонефтяных эмульсий. Чаще всего используется 7 %-ный раствор концентрата NSK-5 в воде.
В качестве шлифовальных камней используются специальные концентрированные композиты на основе микроскопических кубических порошков нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Фокус с заточкой заключается в следующем:
- Основным условием успешного шлифования цилиндров является обеспечение равномерного давления шлифовального инструмента на обрабатываемую поверхность — поверхность цилиндра блока. Это обеспечивает почти идеальную геометрию отверстия,
- Помимо колебательного движения вдоль оси цилиндра, шлифовальный стержень во время шлифования совершает небольшое круговое движение вокруг своей оси. Это исключает возможность появления неровностей из-за различий в качестве шлифовальных камней.
Качество поверхности цилиндра после шлифовки практически идентично качеству поверхности металла после суперфиниширования, при котором используется микронный порошок для получения глянцевой отделки. Однако, в отличие от последнего, выход продукции при полировке в 2,5 раза выше, чем при суперфинишировании.