Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
Хонингование цилиндров двигателя. Что это и зачем его делают?
Производство и ремонт двигателей внутреннего сгорания основаны на различных технологиях и конструктивных решениях. От правильного выбора зависит совершенство силового агрегата, его безупречная работа и долговечность. В этой статье описывается заточка, одна из важнейших классических операций при строительстве или ремонте двигателей внутреннего сгорания. Рассматривается каждый аспект этого процесса.
Она выполняется для уменьшения шероховатости стенок цилиндра и улучшения проникающей способности колец и самого поршня. Это значительно продлевает срок службы отремонтированного двигателя.
В процессе эксплуатации силовой агрегат подвергается значительному износу и теряет первоначальную форму. Особенно страдают цилиндры. Их первоначальная круглая форма становится овальной, а на стенах появляются царапины и потертости. Поэтому обширный капитальный ремонт неизбежен.
При капитальном ремонте валик открывается, а шлифовка помогает сохранить правильную форму и добиться минимально возможной шероховатости стенки. Сам шлифовальный круг является заключительным этапом финишной обработки роликов. Шлифование — это более точный и эффективный процесс шлифования по сравнению с традиционными процессами чистовой обработки. Шлифовка и полировка поверхности.
Высокая точность размеров необходима для оптимальной работы бензиновых и дизельных двигателей. Одним из наиболее важных факторов является соблюдение допусков размеров и значений шероховатости поверхностей цилиндра. Это необходимо по следующим причинам
- Точное определение размеров является ключом к повышению компрессии и уменьшению количества продуктов сгорания, которые взрываются в картере.
- Правильная подготовка поверхности уменьшает износ поршневых колец и увеличивает срок службы.
Цилиндры всегда должны быть новыми, восстановленными или расточенными до следующего ремонтного размера.
Важные требования
При проверке размеров цилиндра необходимо соблюдать следующие параметры.
- Бочка, корсет и конус. Это разница между диаметрами различных частей цилиндра или гильзы.
- Эллиптичность. Это разница в диаметре между областями круга в разных точках.
Эти дефекты могут возникнуть в результате небрежной работы на экскаваторе или во время эксплуатации силового агрегата.
Другой проблемой является достижение требуемых параметров шероховатости. Поверхность не должна быть зеркальной. На поверхности должны быть небольшие насечки. Это происходит из-за перемещения резца. Эти выемки необходимы для удержания моторного масла. Это улучшает смазку компонентов поршневой группы. Во время работы сера, содержащаяся в смазке, образует на поверхности цилиндра сульфидную пленку, которая намного тверже металла и поэтому уменьшает износ.

Используемое оборудование
С учетом этого промышленность выпускает специальные шлифовальные камни для обработки двигателей внутреннего сгорания. Эти инструменты имеют переменный диаметр, используются на шлифовальных станках и имеют ограниченный срок службы. Соответствие техническим требованиям должно быть подтверждено сертификатами, полученными от стандартизирующих организаций. Шлифовальные работы не допускаются на оборудовании, не соответствующем утвержденным стандартам. Это может привести к нежелательным результатам.

При выборе точильного камня необходимо учитывать следующие параметры
- Диапазон (диаметр).
- Количество и длина камней.
- Твердость и размер зерен материала.
В зависимости от типа обработки, сухой или холодной, существуют различия между инструментами. При заточке чугунных или стальных деталей в качестве хладагента используется парафин или смесь парафина и льняного масла. Если шлифовальный камень имеет алмазное покрытие, используется вода с синтетическими добавками.
Хороший шлифовальный станок необходим для правильного функционирования процесса шлифования, чтобы можно было точно перемещать инструмент. Новые или отремонтированные блоки, которые уже прошли через шлифовальный станок, попадают на рабочий стол. Также необходима достоверная информация о размерах, которые должны быть достигнуты в конечном результате. В зависимости от конструкции двигателя внутреннего сгорания дальнейшая последовательность функций может отличаться.
Самодельное шлифование может быть не хуже заводского, но сложность заключается в отсутствии информации о глубине канавки, угле шлифования и приемлемой шероховатости поверхности. Эти параметры оказывают значительное влияние на высокое качество смазки и расход масла. Звезда не только потребляет больше масла, но и не удлиняет двигатель.
Что лучше, хонингование или шлифовка цилиндров мотора

В процессе эксплуатации каждый двигатель может изнашиваться. Цилиндры двигателя постепенно изменяют свою первоначальную форму, становясь овальными, эллиптическими и приобретая коническую форму. На стенках ролика могут быть царапины, зазубрины, трещины или другие дефекты. Эти двигатели требуют общего ремонта для нормальной работы.
Так -Качественный общий ремонт часто включает в себя замену поршней и поршневых колец на отремонтированные, восстановленные или замененные коленчатые валы и открытие цилиндров двигателя ремонтного размера. Для нормальной работы компонентов и более эффективной работы двигателя внутреннего сгорания после ремонта, перед окончательной сборкой необходимо снять стенки роликов. Для достижения этой цели осуществляется процесс измельчения.
Другие внутренние цилиндрические поверхности также могут быть сглажены во время реконструкции. Это кольца в верхней части шатуна, отверстие головки в нижней части шатуна, кольца распределительного вала в системе клапанов, остальные отверстия коленчатого вала и другие отверстия. Шлифование цилиндров выгодно отличается от других методов шлифования, таких как шлифовка или полировка стенок цилиндров. Изначально термин, часто используемый в связи с восстановлением двигателей внутреннего сгорания — это так называемое цилиндрическое зеркало.
Под этим «зеркалом» понимается абсолютно гладкая поверхность стенки цилиндра двигателя. Эта гладкая поверхность образуется в результате выравнивания (шлифовки) стенки цилиндра перед сборкой двигателя после ремонта. Во время работы двигателя зеркала цилиндров подвергаются дополнительной очистке (скрабированию).
Также рекомендуем прочитать эту статью о том, что делать, если обнаружена трещина в блоке роликов или в головке блока цилиндров. Из этой статьи вы узнаете о признаках повреждения и доступных методах ремонта треснувшего блока двигателя или головки блока цилиндров.
Другими словами, в результате контакта между стенкой и поршневыми кольцами создается зеркало стенки цилиндра. По этой причине многие «гаражные» ремонтники игнорируют процесс установки коронки. Причиной этого является мнение, что через несколько тысяч километров в любом случае шлифовка изнашивается и на стенке цилиндра образуется зеркало. В некоторых случаях рекомендуется заменить поршневые кольца в течение короткого периода времени после выравнивания стенок цилиндра. Это еще одна причина, по которой «гаражные» мастера не хотят заниматься шлифовкой и стремятся сразу отшлифовать цилиндр для зеркала.
Теперь о наведении резкости. Smoving — это тщательная шлифовка поверхности цилиндра с помощью специальных инструментов. Результатом профессиональной шлифовки является быстрое, качественное совершенствование поршневых колец, высочайшая компрессия, наименьший износ деталей, срок службы двигателя и т.д. Кроме того, после шлифовки снижается расход моторного масла из-за выхода загрязняющих веществ, камера сгорания становится более герметичной, а проникновение газов в коленчатый вал двигателя сводится к минимуму. Давайте рассмотрим этот процесс и ответим на вопрос, что такое вальцы и почему необходимо применять шлифование.
Как правильно наносить хон на стенки цилиндров

Во-первых, процесс правильного измельчения на заводе очень сложен. Об этом мы поговорим чуть позже. Что касается ремонта двигателей внутреннего сгорания на автозаправочных станциях или в специализированных мастерских, то заточка роликов происходит в два основных этапа.
- первичная шлифовка крупными абразивными камнями, установленными на песчаной головке; и
- Окончательная шлифовка. Это предполагает отделку цилиндров с тонким зерном. Этот абразив обеспечивает высокоточную поверхностную обработку.
Процесс шлифования цилиндров завершается обработкой поверхности специальной абразивной пастой. Эта процедура удаляет острые углы, переходы, полости и другие микрошлифы. Результатом является равномерная, равномерно распределенная заточка стенок цилиндров двигателя. Обратите внимание, что в некоторых случаях для тонкой обработки не используется абразивная паста, а выполняются только два основных этапа шлифования.
Завершением процесса шлифовки цилиндров является очистка блок-цилиндра (БЦ) для удаления остатков металлической полимеризации и щуповой пасты. Далее, в процессе сборки двигателя, можно рассчитывать на правильную установку поршневых колец, скоростных креплений и качество камеры сгорания. Следует добавить, что абразивы, используемые для полировки роликов, являются либо керамическими, либо алмазными. Шлифованные керамические камни имеют явные преимущества перед алмазными абразивами, они более долговечны и в конечном итоге определяют самую низкую стоимость керамических шлифовальных камней по сравнению с алмазными решениями.
Теперь поговорим о профессиональной шлифовке, которая предполагает использование дорогостоящего и сложного оборудования. Эта шлифовка используется при производстве новых двигателей для восстановления их в условиях, максимально приближенных к заводским. Под смовингом следует понимать как создание случайной сетки, так и создание на поверхности специфических стенок цилиндров микропрофронов. Другими словами, шлифование на цилиндрах представляет собой набор пересекающихся между ними канавок. Глубина этих канавок и их расположение по отношению друг к другу также играют важную роль. Эти факторы напрямую влияют на компрессию в цилиндрах, мощность двигателя, расход топлива, работу двигателя и срок службы всего цилиндрового механизма и самого двигателя.
Специальные шлифовальные инструменты обеспечивают точное нанесение, а не хаотичное нанесение заданной канавки через шлифовальную головку, в которой располагается шлифовальный стержень. Как упоминалось выше, инструмент не только вращается, но и поворачивается. Это позволяет в процессе шлифования получить заранее определенный угол, под которым линия пересекает поверхность стенки цилиндра.
Этот угол называется углом шлифовки. Она также зависит от типа абразива и размера его зерен, что влияет на конечное качество и структуру шлифовального камня. Тип шлифовального камня определяет шероховатость поверхности, глубину и фактический размер наносимого зерна. Весь процесс измельчения делится на начальное и конечное измельчение. На каждом этапе используются различные шлифовальные камни. Последующая визуализация микрошлифования позволяет точно контролировать шероховатость поверхности. Угол шлифования регулируется с учетом конкретных критериев шлифования.
Что в итоге: зеркало или хон
Учитывая вышесказанное, можно утверждать, что только стенки с шероховатой поверхностью могут лучше удерживать моторное масло. Что касается абсолютно гладких стенок цилиндра (зеркало), то эта поверхность не может обеспечить удержание смазки в достаточном количестве для эффективного смазывания поршневых колец.
На полированных поверхностях роликов внутри зеркала моторное масло сливается практически полностью, остатки расходуются, а новое масло не впитывается. В таких случаях можно говорить о частичном или полном сухом трении, при котором кольца и стенки ролика ускоряются.
Шероховатые и гладкие поверхности испытывают большую механическую нагрузку, так как масло намного превосходит их. Кроме того, недостаточная шероховатость шлифовки автоматически означает плохую смазку, удерживающую стенки на месте. Следует также обратить внимание на угол заточки. Этот угол влияет на скорость расхода масла. Более высокие углы шлифовки приводят к более шероховатой поверхности, но поверхность цилиндра становится более волнистой, и двигатель расходует больше масла из-за усталости. Уменьшение фиксированного угла снижает расход масла, но также ухудшает шероховатость стенок. Учитывая эти закономерности, требуется тщательный процесс шлифования для выбора конкретной шлифовально-полировальной системы, адаптированной к гладким материалам. Такой подход дает наилучшие результаты.
Особое внимание уделяется параметрам шероховатости. После перешлифовки на стенках цилиндра образуются небольшие зазубрины. Их не следует выбрасывать, так как они отлично удерживают моторное масло и улучшают смазку деталей поршневой группы.
Содержание

Шлифовка двигателя — это процесс, создающий сеть насечек глубиной менее 0,05 мм на стенке цилиндра. Очень важно соблюдать точное направление и частоту бороздок. Требования одинаковы: предварительно закаленные и отшлифованные детали обрабатываются до соответствующего размера.
Гладкие поверхности имеют определенную степень шероховатости, которая помогает удерживать достаточное количество моторного масла. Это предотвращает износ и уплотняет пару втулка-поршень.
Дополнение к двигателю SuprotecActiveStandard
Для бензиновых двигателей с естественным всасыванием объемом до 1,6 л. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла и защищает поверхности трения головки цилиндра и газораспределительный механизм от износа при запуске и перегреве.
Когда нужна хонинговка
Невозможно точно сказать, когда двигателю понадобится сверлить и точить блок цилиндров — все очень индивидуально. Степень износа зависит от нескольких факторов, включая качество бензина и смазки двигателя, способ вождения, работу системы охлаждения и другие параметры. Обычно такой ремонт требуется на двигателях с пробегом более 100 000 км.

Профессиональный механик по двигателям может точно определить, когда произошел износ и двигатель нуждается в полировке. Если вы заметили хотя бы один из следующих признаков, вам следует обратиться к профессиональному механику для осмотра вашего автомобиля
Дым образуется, когда поршневые кольца не успевают собрать масло с поверхности цилиндра и сгорают вместе с бензином. Это происходит из-за изменения формы внутренней трубки, по которой движется поршень. По этой же причине увеличилось потребление смазочных материалов.
Холостой ход и потеря мощности также могут быть вызваны изношенной геометрией цилиндров. Поршневые кольца больше не прилегают плотно к стенкам блока цилиндров, образуя небольшие зазоры, через которые газ выходит в картер. Компрессия в камере сгорания уменьшается, что снижает выходную мощность.
Продукты сгорания, проскочившие в поршень, не совершают никакой полезной работы. Они просто выбрасываются в картер. Такие двигатели потребляют больше топлива, чем полностью исправный агрегат при той же работе. Поэтому расход топлива увеличивается.
Что делать, если в моторе появились задиры
Уже отмечалось, что ущерб должен быть устранен немедленно. Если игнорировать проблему, двигатель быстро придет в негодность. Повреждения увеличиваются постепенно: одно небольшое повреждение вызывает следующее. Проблема приобретает лавинообразные масштабы.
Когда счет еще очень легкий

Если номинал слишком низкий, проблему можно решить, не разбирая двигатель. Если повреждения не превышают нескольких десятых миллиметра, купите специальную присадку в масло, например, Active Plus от российской компании «Супротек».
Этот продукт образует защитную металлическую пленку на паре трения. Особая структура слоев позволяет восстанавливать изношенные поверхности (немного отклоняясь от стандартных размеров и формы).
При использовании tribosolve Suprotec и при использовании продуктов других производителей необходимо строго следовать инструкциям по применению tribosolveSuprotec. Превышение допустимой дозы может иметь обратный эффект. Даже если механизм не поврежден, вы только зря потратите деньги.
Присадка в моторное масло SuprotekActivePlus.
Восстанавливает компрессию, снижает потери топлива и расхода масла, уменьшает износ и продлевает срок службы всех типов двигателей внутреннего сгорания. Облегчает холодный запуск и защищает от перегрева в пробках.
Когда добавки не помогают
Если добавка не дает нужного результата, это означает, что загрязнение уже очень сильное. В этом случае требуются внутренние отверстия в роликах и шлифовка. Эту операцию можно заказать в автосервисе или выполнить в домашних условиях.
Если вы являетесь специалистом по слесарному делу, вам достаточно заточить ролики своими руками. Необходимо поддерживать высокую точность. Рисунок, образующийся на металле, должен быть равномерным, а движения должны сходиться под одинаковым углом.
Для выполнения этой задачи требуется специальное шлифовальное оборудование и шлифовальные инструменты. Существует два типа этого устройства: один в виде «скребка», а другой — в виде конструкции из трех стержней на центральном стержне. Для гаражных условий рекомендуется использовать «волосяную щетку». Шлифовальные круги Шлифовальные круги подходят для сверлильных станков.

- Шлифовальный круг должен быть помещен в патрон дрели. Для обеспечения точности направления следует использовать, по крайней мере, простейшие приборы (рейку подачи и уровень). Если точность работы не соблюдается, это приведет к поломке шлифовального станка. Это должно быть сделано снова.
- Во время работы необходимо следить за тем, чтобы на обрабатывающую поверхность и шлифовальную машину распылялось достаточное количество смазки. Обычно используется парафин или смесь керосина и масла.
- После завершения работ важно удалить все остатки двигателя и абразивные материалы. Смойте все твердые частицы с помощью мыла. Когда стены высохнут, обработайте их специальным маслом, которое предотвращает коррозию.
- После заточки рекомендуется дать двигателю некоторое время, чтобы цилиндр и поршневая пара могли функционировать. В этот период следует избегать перегрузок и тщательно следить за качеством и количеством моторного масла.
Первоначальная заточка выполняется производителем двигателя в качестве финишной операции для улучшения маслоудерживающей способности поверхностей трения цилиндрической беговой дорожки. В случае значительного износа во время работы двигателя или в случае износа процесс шлифования больше не требуется. В этом случае требуется повторное сверление и шлифовка до ремонтных размеров.
Сопоставление хонингования серого чугуна с хонингованием алюминия
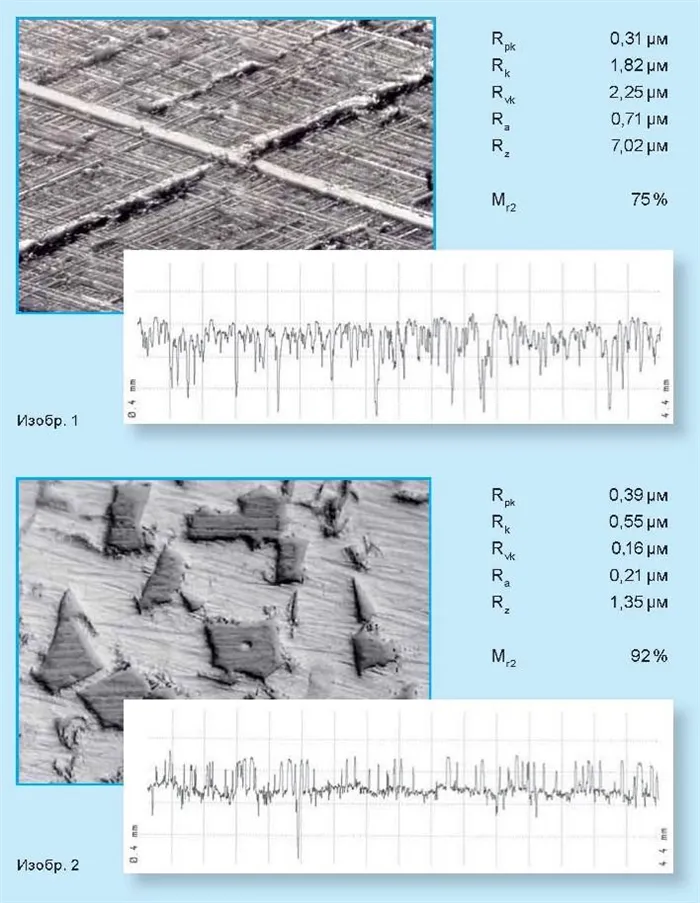
В отличие от шлифования серого чугуна, шероховатость внутренней поверхности цилиндров при использовании алюминиево-кремниевых шлифовальных кругов не зависит от размера частиц используемого шлифовального круга и достигаемой глубины шлифования (см. рисунок). Профиль шероховатости определяется гораздо большим размером частиц первичных кристаллов кремния, присутствующих в ALUSIL, и глубиной их апертур.
Ниже показаны различия между полированной и ALUSIL-поверхностью цилиндра из серого чугуна. На рис. 1 показана рельефная поверхность серого чугуна и соответствующий рисунок шероховатости, а на рис. 2 — поверхность ALUSIL с рисунком шероховатости.
Структура поверхности, характеризующая цилиндрическую рабочую платформу (поперечная сетка шлифовальной операции), представляет собой углубления (долины) для удержания масла и возвышения (плато), которые образуются при шлифовании во время различных операций. Плато, рабочая поверхность поршневого кольца, образуется путем срезания верхней части профиля во время последнего процесса, горного шлифования. Поэтому для достижения правильного рельефа поверхности важными параметрами при шлифовании серого чугуна являются контактное давление шлифовального круга, угол шлифования, размер частиц и скорость шлифования.
Для достижения идеальных результатов при шлифовании ALUSIL необходимо следить за тем, чтобы кристаллы кремния были чисто срезаны и не отслаивались от внутренней поверхности. Этого можно достичь только при использовании правильного шлифовального круга и правильных параметров обработки.
Наиболее важным фактором для последующего раскрытия кремниевого кристалла является глубина раскрытия. Механическое сверление слегка округляет гранулы кремния и оказывает положительное влияние на скольжение поршневого кольца. Острые края кристаллов кремния, образующиеся в процессе резки, не закруглены, что приводит к несколько большему износу поршневого кольца в процессе эксплуатации.
Ввиду сложности вопроса шлифование отверстий цилиндров из коричневого чугуна не входит в объем данной брошюры. По этой причине рекомендуется обратиться к брошюре «Хонингование блоков цилиндров из серого чугуна».
На рабочей поверхности цилиндра ALUSIL форма и размер кристаллов кремния, внедренных в алюминий, образуют выступы, по которым скользят поршень и поршневые кольца. Расстояние между кристаллами кремния определяет ширину и форму углубления профиля, а глубина отверстия соответствует глубине углубления профиля.
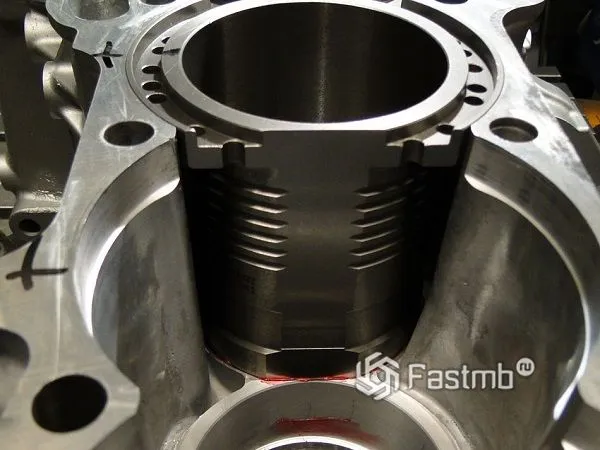
Характерной особенностью шлифования является образование сетки на валках. Это можно увидеть при тщательном осмотре. Оно предназначено для удержания масла на стенках цилиндров двигателя, обеспечивая достаточную смазку узлов трения двигателя.
Гильзовые двигатели
Съемные силовые агрегаты несколько сложнее обрабатывать на стреле, поскольку их трудно установить вертикально на машине.
Поставщики готовых рукавов утверждают, что их продукция хорошо отшлифована и не требует дополнительной обработки. Не рекомендуется верить этому, так как если обнаружится, что процесс шлифовки не был выполнен, силовой агрегат не сможет нормально функционировать и вскоре выйдет из строя. Чтобы избежать этого, рекомендуется шлифовать даже новую гильзу.
Используя толстую прокладку в форме головки цилиндра, равномерно и вертикально прижмите гильзу. Она имеет необходимые отверстия, чтобы использование прокладки совершенно не мешало процессу шлифования.
Прокладка устанавливается на блок в строгом порядке и с правильным моментом затяжки, как на головке блока в сборе, после установки и фиксации гильзы цилиндра. Затем следует шлифовка, как в случае с блоками цилиндров без гильз.
Использование моделирующих пластин сводит к минимуму расхождения в размерах. Шлифование в этом случае можно разделить на четыре этапа.
-
Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
Некоторые водители считают, что заточку можно выполнить в домашних условиях, используя только дрель или сверло. Это заблуждение. Это связано с тем, что в домашних условиях трудно добиться требуемой точности и шероховатости. Ролики, заточенные таким образом, не прослужат долго, и двигатель быстро выйдет из строя.
Процесс шлифования должен выполняться только на специально разработанных станках профессионалами, имеющими опыт и необходимое оборудование. Только в этом случае валики будут правильно разглажены и прослужат дольше.
Видео о том, что такое шлифовка:.
Характерной особенностью шлифования является образование сетки на валках. Это можно увидеть при тщательном осмотре. Оно предназначено для удержания масла на стенках цилиндров двигателя, обеспечивая достаточную смазку узлов трения двигателя.
Что автовладельцы говорят о хонинговании цилиндров
Шлифовка блоков цилиндров на советских предприятиях в 60-е и 80-е годы изначально не производилась. Как правило, автомобильные, лодочные и мотоциклетные двигатели были побочными продуктами оборонной промышленности. Поэтому не было стимула для внедрения новых технологий и совершенствования существующих продуктов. Почти на все товары, включая автомобили, всегда были дефицит и длинные очереди, поэтому люди покупали то, что было, и никогда не жаловались на качество.
В массовом производстве сложность технических операций была нежелательна. В отсутствие конкуренции заводы не интересовались тем, сколько времени занимает ремонт двигателя.
Самодельное шлифование может быть не хуже заводского, но сложность заключается в отсутствии информации о глубине канавки, угле шлифования и приемлемой шероховатости поверхности. Эти параметры оказывают значительное влияние на высокое качество смазки и расход масла. Звезда не только потребляет больше масла, но и не удлиняет двигатель.
Более длительные интервалы между шлифовками могут привести к истончению масляной пленки и быстрому износу двигателя. Поэтому авторемонтные мастерские, занимающиеся заточкой блоков цилиндров, приводят некоторые средние значения, которые подходят для определенных типов двигателей (например, 3L v6). Многое зависит от используемого оборудования для обработки. При использовании контрастных двигателей имеет смысл изменять шаг сита и угол шлифования в верхней и нижней части цилиндра, поскольку ось цилиндра горизонтальна.
Шлифовка на отремонтированных роликах значительно уступает заводской. Добиться шлифования с плоской вершиной можно только в условиях автомобильного производства. Авторемонтные мастерские не имеют финансовых ресурсов для приобретения такого оборудования, а производители не заинтересованы в проведении высококачественного ремонта. При выравнивании пазов шлифовальная машина снимает слой металла с обеих сторон. Это приводит к тому, что кольца изнашиваются гораздо быстрее во время работы двигателя.
Рекомендация.
Зерно изнашивается неравномерно. Максимальный износ происходит при верхнем положении компрессионного кольца на поршне TDC. Выше этого положения износ значительно меньше.
Угол шлифовки зависит от конкретного двигателя и производителя. Точные значения найти сложно. Часто приходится проверять, как это делается на аналогичных двигателях. Однажды я восстановил двигатель в RAW4 с помощью ручной шлифовки. Это выглядит намного хуже, чем заводской стандарт, но все же работает. После ручного ремонта блока цилиндров и замены колец расход масла практически исчез.
Sportec Active Plus и аналогичные продукты Tribosolve можно использовать для того, чтобы сделать операционный процесс более качественным и щадящим. Преимуществом продукта российского производства является его лояльная стоимость. По своим эксплуатационным характеристикам Sportec Active Plus не имеет зарубежных аналогов.
Как правильно наносить хон на стенки цилиндров
Во-первых, процесс правильного измельчения на заводе очень сложен. Об этом мы поговорим чуть позже. Что касается ремонта двигателей внутреннего сгорания на автозаправочных станциях или в специализированных мастерских, то заточка роликов происходит в два основных этапа.
- первичная шлифовка крупными абразивными камнями, установленными на песчаной головке; и
- Окончательная шлифовка. Это предполагает отделку цилиндров с тонким зерном. Этот абразив обеспечивает высокоточную поверхностную обработку.
Завершением процесса шлифовки цилиндров является очистка блок-цилиндра (БЦ) для удаления остатков металлической полимеризации и щуповой пасты. Далее, в процессе сборки двигателя, можно рассчитывать на правильную установку поршневых колец, скоростных креплений и качество камеры сгорания. Следует добавить, что абразивы, используемые для полировки роликов, являются либо керамическими, либо алмазными. Шлифованные керамические камни имеют явные преимущества перед алмазными абразивами, они более долговечны и в конечном итоге определяют самую низкую стоимость керамических шлифовальных камней по сравнению с алмазными решениями.
Теперь поговорим о профессиональной шлифовке, которая предполагает использование дорогостоящего и сложного оборудования. Эта шлифовка используется при производстве новых двигателей для восстановления их в условиях, максимально приближенных к заводским. Под смовингом следует понимать как создание случайной сетки, так и создание на поверхности специфических стенок цилиндров микропрофронов. Другими словами, шлифование на цилиндрах представляет собой набор пересекающихся между ними канавок. Глубина этих канавок и их расположение по отношению друг к другу также играют важную роль. Эти факторы напрямую влияют на компрессию в цилиндрах, мощность двигателя, расход топлива, работу двигателя и срок службы всего цилиндрового механизма и самого двигателя.
Этот угол называется углом шлифовки. Она также зависит от типа абразива и размера его зерен, что влияет на конечное качество и структуру шлифовального камня. Тип шлифовального камня определяет шероховатость поверхности, глубину и фактический размер наносимого зерна. Весь процесс измельчения делится на начальное и конечное измельчение. На каждом этапе используются различные шлифовальные камни. Последующая визуализация микрошлифования позволяет точно контролировать шероховатость поверхности. Угол шлифования регулируется с учетом конкретных критериев шлифования.
- Начальный процесс шлифования требует использования абразивов с толстым зерном для формирования очень грубой поверхности, с глубокими надрезами и повышенной шероховатостью. Для этого используются алмазные шлифовальные камни на медной основе. Во всем процессе измельчения сырья участвует много жидкого резания. Это необходимо для эффективного удаления механических частиц, остатков измельчения и т.д. Из зоны шлифовки.
- После алмазной шлифовки остальная часть двигателя не может быть сразу установлена из-за шероховатой поверхности, так как кольца и поршни не работают на таких цилиндрах. Алмазное шлифование может быть использовано в качестве альтернативного силового метода для сверления роликов двигателя. Затем шероховатая поверхность снова обрабатывается более мелкой зернистостью. Этот процесс создает новый микропрофиль на стенке цилиндра. Процесс шлифования завершается вторым процессом шлифования с более мелкими частицами для достижения намеченных размеров цилиндра для общего ремонта.
- После завершения «чистой» поверхности проводится дополнительная, так называемая дополнительная шлифовка. Целью этой процедуры является не дальнейшее открытие цилиндра, а очистка уже достигнутого микропрофиля от остатков абразива. Также можно открыть частицы тонера в чугунном цилиндре. В случае с чугуном это еще больше снижает трение и механические потери и замедляет износ. Для этого используются щетки на основе нейлоновой нити и кристаллов кремния.
Но почему «Механика»?
Мы упоминали об этом выше — и не без оснований. Он является признанным экспертом в области ремонта автомобилей. И вот аргумент.
Автомобильные двигатели быстро меняются. В то время как размер устройства уменьшается, мощность увеличивается. Увеличиваются тепловые и механические нагрузки на компоненты. Это означает улучшение материалов для поршневых колец, поршней и головок цилиндров. Сами кольца также изменяются — высота кольца уменьшается, а количество колец сокращается.
Вы должны знать все это, следить за всеми новостями отрасли и, самое главное, за инновационными решениями производителей двигателей.
Сотрудники компании Mechanics постоянно следят за изменениями в мировой автомобильной промышленности. Однако они не забывают и о классических технологиях. Поэтому здесь ремонтируются как старые добрые двигатели с естественным всасыванием, так и новые турбированные агрегаты, появившиеся под знаменем даунсайзинга.
Как уже упоминалось, здесь проводятся точные диагностические исследования. Поэтому они выбирают соответствующую технологию ремонта.
Компания располагает прекрасным инженерным парком, в который входит современный шлифовальный станок Sunnen. С ними работают опытные мастера. Они не «теряют» допуски и интуитивно чувствуют металл.

(Фото: Шлифовальный станок для шлифовки камней)
Вот инструменты (камень и кисть). Режущая жидкость (СОЖ) — высочайшего качества. Во время работы эта охлаждающая жидкость заливается на инструменты и блоки, фильтруется и затем возвращается в мастерскую.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как упоминалось ранее, большинство внутренних цилиндрических поверхностей (отверстий) сглаживаются. Это подшипники головки шатуна, отверстия нижней головки шатуна, подшипники привода рычага, втулки коленчатого вала и, конечно же, ролики двигателя.
Роликовая головка с рожковой головкой на цилиндре
Если цилиндр рассматривается как сердце двигателя, то знания о шлифовании, свойствах получаемой поверхности и способах ее получения — это кардиология.
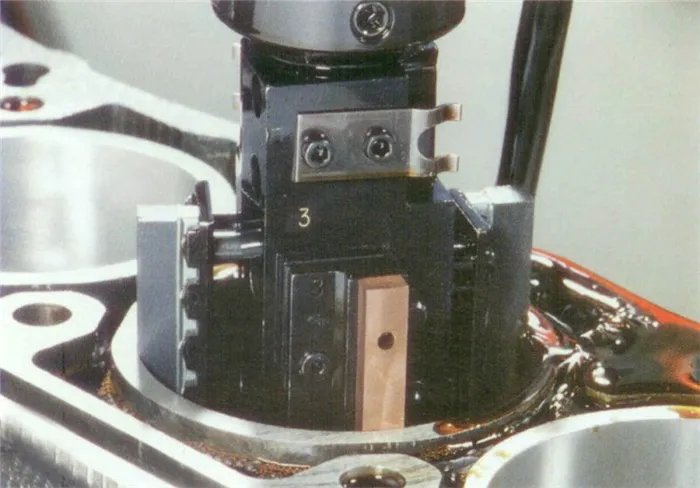
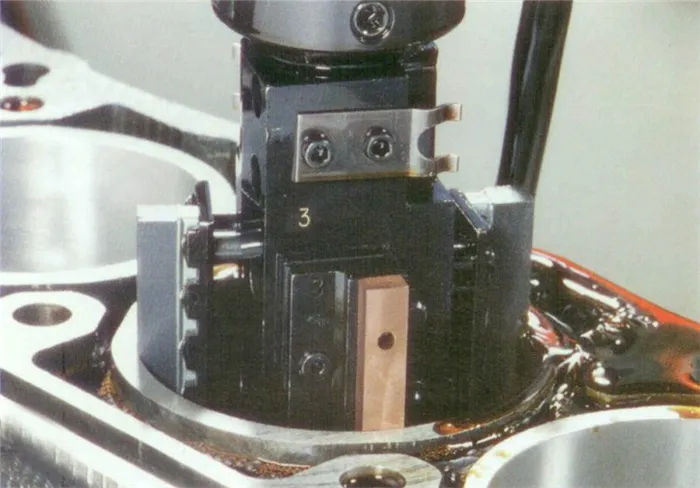
Для нормального функционирования поршневых колец (каждый может придумать их психологический аналог) на стенке цилиндра должна быть определенная микропрограмма поверхности (набор поперечных канавок). Глубина и относительное положение этих неврозов в значительной степени определяют такие рабочие параметры, как компрессия, мощность, расход масла, расход топлива, износ цилиндропоршневой группы и ресурс двигателя. Эти канавки создаются шлифовальной головкой при движении отдельных дробящих камней по поверхности цилиндра. Одновременное вращение инструмента и его возвратно-поступательное движение (не песочный подшипник) определяет взаимный угол наклона канавок на поверхности цилиндра — угол шлифования. Тип используемого абразива, зерна и сварки определяет шероховатость поверхности цилиндра, а также глубину и размер канавок. Поэтому нетрудно заметить, что следует различать точильный камень и гладкий точильный камень. ‘Kolbenschmidt (KS), регулятор тенденций в этом вопросе. Щебень. Я отсканировал изображения из брошюры KS. Поэтому рекомендации касаются абразивных и смазочных материалов, настройки оборудования, границ обработки и, прежде всего, использования печатных методов. Диаграмма тела следа и параметры шероховатости блока оценки. Для контроля угла измельчения используются специальные стандартные мембраны. Рисунок закреплен на стенке цилиндра.
План шлифования и описания линии шлифования из рекомендаций KS