Из-за напряжения при монтаже исключено самопроизвольное выкручивание вставки. Эластичность материала обеспечивает равномерное распределение нагрузки между штифтом и вкладышем. Высокая устойчивость нержавеющей стали к коррозии исключает возможность заклинивания болтов из-за окисления.
Жидкая резьба восстановление сорванной резьбы в алюминии
Наша компания не занимается восстановлением резьбы. Эта статья предназначена только для ознакомления с процессом восстановления потоков. В наших магазинах вы можете купить резьбовые вставки, сверла, метчики, наборы для восстановления резьбы .
Информация предназначена для людей, осуществляющих ремонт в условиях личного гаража и автосервисов. Следовательно, строится текст и даются рекомендации. Применение этого метода в производственных компаниях подразумевает использование специфических инструментов и приспособлений, а также других технологий.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Просверлить резьбовое отверстие диаметра, указанного в таблице ниже 2. Нарезать специальным метчиком резьбу специального профиля 3. В образовавшуюся резьбу с помощью специального инструмента вкрутить спиральную ремонтную вставку (футорку из прочной нержавеющей стали.
После такой операции нить становится прочнее исходной в хорошем состоянии. Этот эффект особенно заметен, когда проволока изготовлена из мягкого материала, такого как алюминий. При обрыве болта (шпильки) в резьбовой вставке эффекта «закусывания» не возникает. Сломанный болт (шпильку) можно легко выкрутить.
Посмотрите видео о том, как использовать резьбовую вставку
Какие возможности есть у резьбовых вставок
Этот метод особенно актуален для восстановления резьбовых отверстий в деталях корпуса двигателя автомобиля, например свечного отверстия. Гравировка под парусом получается очень солидной и надежной.
Ввинчивающаяся резьбовая вставка
Ввинчивающаяся резьбовая вставка
Если резьба шпильки сорвана, ее иногда просверливают и нарезают резьбу до следующего размера. В этом случае приходится использовать ступенчатую вилку неизвестного происхождения, сомнительного качества. И не каждую шахматную шпильку вы найдете в нужный момент. Если заделать отверстие резьбовой вставкой, то можно использовать обычную фирменную шпильку.
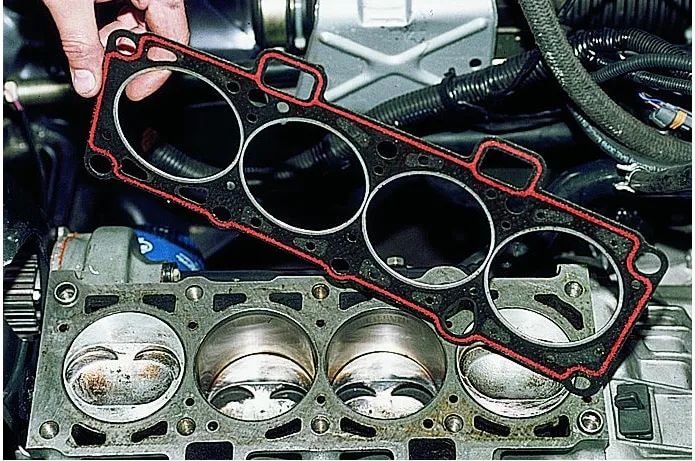
Еще одним применением резьбовых ремонтных вставок являются латунные гайки выпускного коллектора. Получается гайка, сочетающая в себе очень прочную резьбу и свойство не «прилипать» к шпилькам.
Владельцам некоторых иномарок также стоит обратить внимание на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Часто бывает, что болт с такой резьбой повреждается, и найти его в розничной сети вашего города практически невозможно (такие болты есть в нашем магазине). Токарь приличный болт не вывернет, потому что заводская резьба болта штампованная (накатанная), что обеспечивает необходимое усилие. А на токарном станке резцом получается резьба, при этом волокна стального прутка обрезаются и нити не могут нести необходимую нагрузку.
Если заменить резьбу на корпусной детали на самую распространенную в России М12 х 1,25, то есть возможность подобрать болт нужного размера и прочности из разнообразия автомобильного крепежа российских и европейских производителей, представленного в нашем каталоге.
Видео: как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
| нет п/п | Извлекаемые размеры резьбы | Диаметр сверла |
| а | М5х0,8 | 5.2 |
| два | М6х1 | 6.3 |
| 3 | М8х1 | 8.3 |
| 4 | М8х1,25 | 8.4 |
| 5 | М10х1 | 10.25 |
| 6 | М10х1,25 | 10.4 |
| 7 | М10х1,5 | 10,5 |
| 8 | М12х1,25 | 12.25 |
| 9 | М12х1,5 | 12,5 |
| 10 | М12х1,75 | 12,5 |
| 11 | М14х2 | 14,5 |
| 12 | М14х1,5 | 14,5 |
| тринадцать | М14 х 1,25 (под парусом) | 14.25 |
Удаление старой резьбы дрелью. Для выбора диаметра сверла производители предлагают использовать специальную таблицу, в которой указаны наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Способы восстановления резьбы
Чтобы восстановить сломанную нить, используйте:
- эпоксидная смола;
- холодная сварка;
- пропаяйте отверстия и нарежьте новые нити;
- винт с накатанной головкой;
- перенос в другое место, если изменение точки подключения не влияет на надежность подключения;
- спиральные вставки;
- сверление отверстий для резки рулонов большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные композиции с металлическими добавками. Процедура реставрации двухкомпонентным жидким адгезивом выполняется в следующей последовательности:
- из упаковки достают две тубы;
- детали соединения обезжириваются веществом из тюбика №1;
- затем нанести содержимое тюбика №2;
- шпателем смешать составы обоих тюбиков в пропорции 1:1;
- готовая смесь наносится на болт со стороны наружной резьбы;
- затем накручивается внутренняя резьба;
- после застывания смеси (время выдержки указано в инструкции) откручивается болт.
Для качественного восстановления витков смесь наносится в избытке, чтобы излишки выдавливались при вкручивании болта.
Какую холодную сварку выбрать
Однокомпонентный анаэробный восстановитель в виде густой пасты из-за низкой эффективности применяют редко. Для ремонтных работ используются два вида:
- жидкий состав, который получается после смешивания отвердителя с клеевой массой;
- плотные одно- или двухслойные палочки глиноподобной консистенции, которые смешивают между собой перед употреблением.
Для восстановления поврежденных рулонов выбирают марки с высокой пластичностью, чтобы смесь заполнила мелкие дефекты. Если соединение разбирается часто, нужна холодная сварка с повышенной твердостью, иначе состав будет разрушаться при трении о металл.
Преимущества и недостатки
К преимуществам метода холодной сварки относятся:
- возможность большого разнообразия цен и качества у отечественных и зарубежных производителей;
- реставрация без демонтажа конструкции;
- сопротивление ржавчине;
- простота, так как реставрация проводится без вспомогательных приспособлений;
- неизменность характеристик деталей за счет отсутствия теплового воздействия;
- низкая цена
- низкая сила;
- различные металлические детали и композиционные добавки;
- критические конструкции не подлежат ремонту;
- зависимость от изменений температуры и внешних условий.
Для того чтобы витки получились качественными, применяют два метчика или плашки: черновой и чистовой. Первый проход — черновой, второй — окончательный. Существуют также комбинированные резьбонарезные устройства. Они позволяют сделать все за один проход.
Крепление петли капота
Иногда этот дефект возникает в отверстии, к которому крепится петля капота. Делаем точно так же, как и с выпускным коллектором.

Крепежный болт закрепляем в тисках и делаем на его оси канавку, добавляя смазку, затем проворачиваем вручную, насколько это возможно.

Далее продолжаем процесс с помощью разводного ключа, несколько раз заворачивая и откручивая самодельный кран.

При этом нарезанные профили его резьбы фиксируют профиль в зазоре, выполняя роль крана. Сняв болт, можно убедиться, что резьба на нем и внутри в полном порядке. Теперь болт легко вкручивается вручную. Если потом затянуть его гаечным ключом, он обеспечит необходимое усилие затяжки.


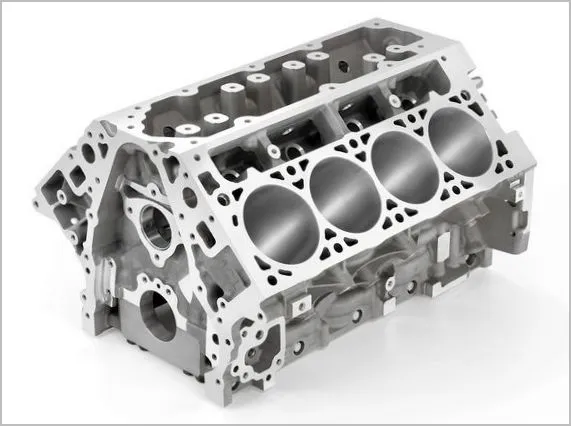
Восстановление резьбы на блоке цилиндров двигателя
Рассматриваемая проблема может возникнуть и в блоке двигателя, особенно если он изготовлен из алюминиевого сплава. Забитая или согнутая резьба в отверстии мешает правильной установке болта. Либо он не крутится, либо изо всех сил пытается пойти неправильным путем.

Повторите процедуру, которую мы использовали для крепления выпускного коллектора и петли капота. Стержень зажатого в тиски болта срезается с конца ножовкой на глубину в несколько витков.

Затем, удалив частицы металла и обильно смазав его, закручиваем вручную в поврежденное отверстие. Как только болт надежно войдет туда на несколько оборотов, берем ключ в руки и аккуратно и постепенно вкручиваем и выкручиваем, пока не дойдем до конца.

Убеждаемся, что резьба в отверстии восстановлена и болт не поврежден. Вы можете проверить это, завинтив его вручную до упора.

Для восстановления поврежденных рулонов выбирают марки с высокой пластичностью, чтобы смесь заполнила мелкие дефекты. Если соединение разбирается часто, нужна холодная сварка с повышенной твердостью, иначе состав будет разрушаться при трении о металл.
Вопросы и ответы:
Почему эта технология требует использования специального крана STI? Что такое кран STI? Можно ли вместо него использовать стандартный смеситель?

Ремонтируемая внутренняя резьба предназначена для крепежа стандартных размеров. После установки пружинной вставки ее витки устанавливаются с таким же шагом, как и резьба крепежного элемента, для которого предназначено резьбовое отверстие.
Заходная резьба для резьбовых вставок формируется специальными метчиками (также известными как STI), предназначенными для использования с этими ремонтными системами.
Вставные метчики отличаются по размеру от стандартных метчиков. Но маркируются они по конечному результату, который получится после установки вагонки.
Давайте посмотрим, чем STI отличается от стандартного крана на конкретном примере:
Стандартный метчик, используемый для нарезания резьбы на крепежных элементах NF 1/2 дюйма, имеет базовый диаметр 0,500 дюйма с шагом 20 шагов на дюйм. Соответствующий метчик STI имеет такой же шаг 20 TPI, но немного больший диаметр основания, в этом примере он составляет 0,568 дюйма.
Есть ли способ более надежно зафиксировать вставку на резьбе, а не просто полагаться на посадку с натягом, чтобы удерживать ее в резьбовом отверстии?
Для надежной фиксации вставки в теле детали рекомендуется использовать дополнительные способы фиксации:
Химический замок. Нанесите тонкий слой резьбового фиксатора на наружную поверхность резьбы вставки, прежде чем вкручивать ее в отверстие. Не наносите слишком много этого состава, а после установки обязательно зачистите получившуюся внутреннюю резьбу, чтобы ввинчиваемые крепления не прилипали.
Механический упор. Пробойником и молотком слегка нарастить на корпусе одну резьбу, где находится резьбовой конец устанавливаемой гайки. Цель этого метода — деформировать или слегка сжать резьбу корпуса, чтобы затруднить выкручивание вставки при снятии застежки.
Диапазон размеров:
Пружинные вставки доступны в метрических и дюймовых размерах. Согласно опубликованным данным, вставки доступны для винтов размером от #2 до 1 1/2 дюйма и от M3 до M42.
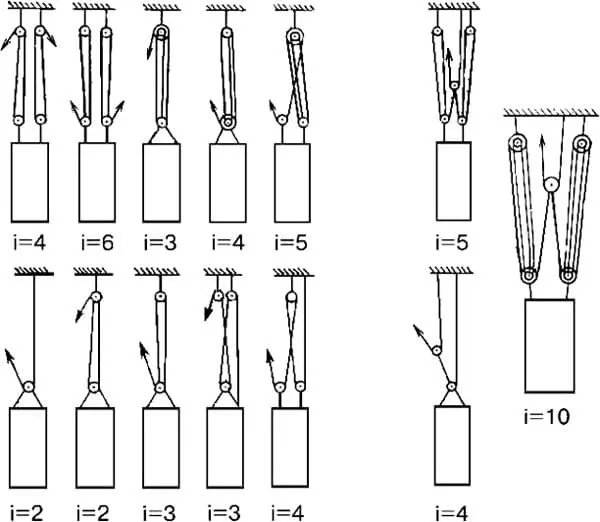
Их длина обозначается 1д, 1,5д, 2д и так далее, где d — диаметр катушки, а это длина в собранном состоянии и без монтажного ушка (в свободном состоянии они короче). Например, для футора М6 длина 2d будет равна двум диаметрам, т.е. 12 мм.
Если есть возможность изменить размер отверстия, используется метчик. Его подбирают исходя из параметров имеющихся витков.
Нарезание резьбы метчиком
Этот способ применяют, когда есть возможность увеличить размер отверстия без ущерба для надежности соединения. С помощью дрели увеличьте диаметр, чтобы очистить отверстие от поврежденных витков, а затем нарежьте новые.
Работы ведутся в соответствии со следующими правилами:
- отверстие просверливается строго перпендикулярно;
- используйте два метчика для нарезания резьбы, черновой и чистовой обработки;
- для удаления стружки после 3 оборотов вперед выполняются 1,5 оборота назад;
- для облегчения процесса инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, изготавливаются из высококачественной нержавеющей стали. Вкладыши изготавливаются в виде цилиндрических спиралей с концентрическими внутренней и наружной резьбой. Для установки предусмотрен ремешок. Форма и размеры внутренних витков выполнены с минимальными допусками.

Ремонт резьбы выполняется в следующей последовательности:
- отверстие просверливается сверлом, диаметр которого выбирается по таблице, прилагаемой к вкладышам;
- скрутки нарезаются нестандартными метчиками, входящими в комплект;
- вставка вкручивается инструментом, который есть в комплекте;
- снимите лидер с помощью инструмента, предоставленного производителем, или плоскогубцами, если диаметр большой.
Из-за напряжения при монтаже исключено самопроизвольное выкручивание вставки. Эластичность материала обеспечивает равномерное распределение нагрузки между штифтом и вкладышем. Высокая устойчивость нержавеющей стали к коррозии исключает возможность заклинивания болтов из-за окисления.
Спиральные вставки можно использовать для ремонта соединений в конструкциях из черных и цветных металлов. Их также используют для усиления резьбы по пластику, дереву.
В некоторых случаях повреждение представлено дырой, которую можно заделать сваркой. После этого также проводится восстановление резьбы с использованием наиболее подходящего инструмента.
Холодная сварка
Вместо полимерного клея можно использовать холодную сварку. Также применяется в виде пасты, после затвердевания образуется прочная и твердая поверхность. Процесс восстановления выглядит следующим образом:
- Оба компонента смешивают до получения нужной пасты.
- Поврежденная поверхность заполняется пастой, после чего нужно немного подождать.
- Болт закручен.
Холодная сварка выдерживает довольно большую нагрузку, но проста в применении и недорога.
С применением метчика для нарезания резьбы
Метчиком нарезают канавки, за счет чего формируется необходимая геометрия. Рассматриваемый инструмент состоит из двух частей, его можно классифицировать по большому количеству признаков. Основные моменты нашей работы включают следующее:
- Инструмент смазывается маслом. Это упрощает процесс формирования катушки.
- При выполнении трех раундов в одном направлении получается 1,5 раунда в противоположном направлении. Это делается для удаления стружки из зоны резания.
- Инструмент должен располагаться строго вертикально к поверхности.
- После формирования необходимой поверхности используется контрольный болт. Первый проход может быть слегка загружен, но потом проблем быть не должно.
Для формирования спина требуется относительно небольшое количество времени. В этом случае можно получить качественные и надежные нитки, которые прослужат длительный период.
Вместо полимерного клея можно использовать холодную сварку. Также применяется в виде пасты, после затвердевания образуется прочная и твердая поверхность. Процесс восстановления выглядит следующим образом:
Вставка с закрепляющим пояском
После формовки детали наружная и внутренняя резьба нарезается таким образом, чтобы не было сочетаний впадин и выступов профиля, что позволяет добиться требуемой прочности элемента. С помощью установочного приспособления вставка заворачивается в свечные колодцы с большой глубиной и достаточно легко извлекается снаружи. Термостойкий клей поможет обеспечить герметичность. На двух внешних витках вставки должна присутствовать накатка для плотной фиксации после развальцовки с помощью специального профиля.
В продаже имеется несколько видов рассматриваемого вещества. При выборе учитываются следующие моменты:
- рекомендуемая область применения.
- Особенности изготовления рабочей смеси
- Условия эксплуатации: температура, влажность и некоторые другие моменты.

Восстановление резьбы холодной сваркой
Большинство вариантов представлены двумя компонентами, которые смешивают друг с другом с образованием пасты. Следует иметь в виду, что вещество находится в пластическом состоянии непродолжительное время.
Недостатки и преимущества
Каждый метод имеет свои преимущества и недостатки. В качестве примера возьмем следующее:
- Холодная сварка и полимеры могут использоваться, когда диаметр отверстия не может быть изменен. Однако полученные катушки характеризуются малым сопротивлением.
- Кран используется только тогда, когда отверстие можно немного расширить. При этом получаются качественные и прочные катушки.
- Вставки позволяют расширить досягаемость режущего инструмента, но и восстановленная резьба не рассчитана на большую нагрузку.
В целом можно сказать, что способов восстановления креплений просто огромное количество. Выбор делается в зависимости от того, где он используется и какая у него нагрузка.