Притирка проводится на снятой головке блока цилиндров.. Не менее важно провести проверку эффективности притирки. Обращайтесь к нам, чтобы притирка клапанов была проведена профессионально и качественно.
Перед обработкой плоскости или диагностикой клапанного механизма проводится опрессовка ГБЦ. Единственной операцией выполняемой до этого — технологическая мойка. Опрессовка представляет собой проверку рубашки охлаждения на герметичность. Если выявляются повреждения — производится оценка возможности дальнейшего ремонта. По результатам оценки принимается решение о целесообразности ремонта данной головки блока цилиндров. Опрессовка производится так же после удалении форсунок, обломков свечей накаливания, замене седел и технологических заглушек, сварочных работ проводимых на данной головке блока цилиндров(ГБЦ).
Под ремонтом ГБЦ подразумевают так же работы с клапанной группой. Притирка клапана, замена седла клапана, замена втулки клапана.

Стоит отметить, что опрессовка головки блока — одна из услуг, предоставляемых ООО «МоторИнтех». Данная технология применяется при опрессовывании:
- радиаторов;
- теплообменников;
- коллекторов в легковых автомобилях;
- упомянутых ГБЦ.
Мы готовы предложить вам полный спектр услуг по диагностике и ремонту ГБЦ. Благодаря своему профессионализму, огромному опыту работы и наличию всего необходимого инструмента, мы можем выявить все имеющиеся проблемы и эффективно их устранить. Мы гарантируем вам высокое качество выполнения всех работ, в том числе и ремонт ГБЦ, также наши сотрудники помогут вам осуществить подбор вкладышей.
Ремонт головки блока цилиндров двигателя

Вас интересует выгодная цена на ремонт головки блока цилиндров двигателя? Наиболее доступную стоимость готов предложить вам специализированный центр ООО «МоторИнтех». Доверять все работы, связанные с двигателем в целом и с ремонтом ГБЦ можно только профессионалам. Почему? По той простой причине, что без соответствующего опыта и знаний, без профессионального инструмента, мотор так и останется до конца «не долеченным».
Правильная работа ГБЦ — основная составляющая успешной работы двигателя в целом. Наиболее качественный ремонт ГБЦ возможен только при наличии высокотехнологичного оборудования и квалифицированных специалистов.
Ремонт ГБЦ включает в себя несколько этапов: подготовительные работы (мойка и опрессовка, разборка и дефектация), ремонт деталей клапанного механизма, ремонт постелей распределительных валов, ремонт резьбовых соединений и отверстий, обработку плоскостей и окончательную сборку.
СПРАВКА. Шлифовку также проводят с целью увеличения мощности двигателя при его тонком тюнинге. Уменьшение высоты головки позволяет повысить степень сжатия.
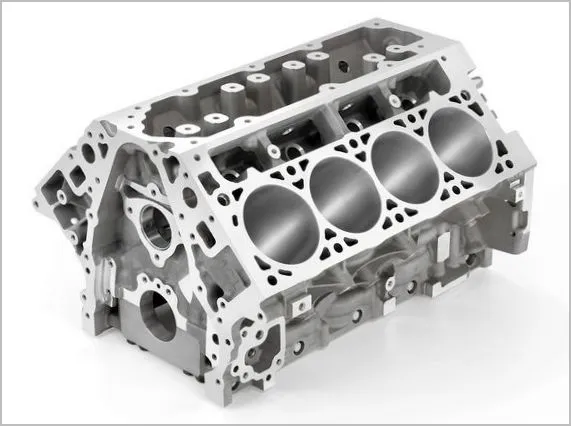
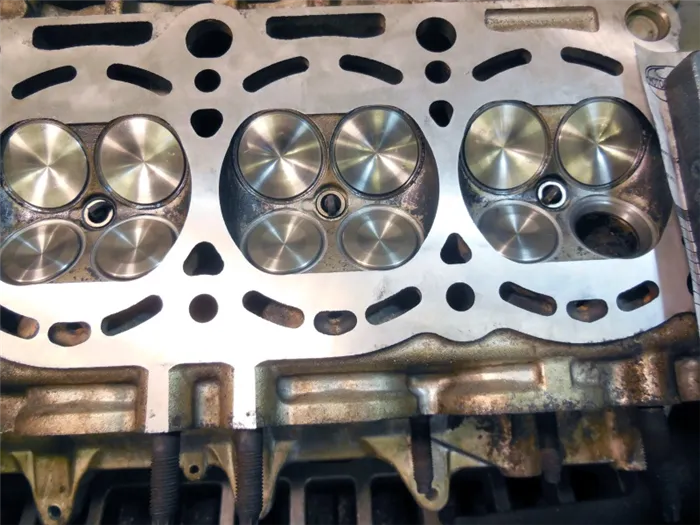
Головка блока цилиндров: что это такое и что собой представляет?
Одним из основных элементов силового агрегата считается головка блока цилиндров. Располагается данное устройство непосредственно на блоке цилиндров и прилегает к нему через максимально плотную прокладку. В головке блока цилиндров размещен газораспределительный механизм, а также частично располагается камера сгорания. В корпусе ГБЦ проходят различные компоненты с техническими жидкостями типа смазки и антифриза. В связи с этим можно сделать вполне закономерный вывод, что для максимально эффективной работы блока цилиндров крайне важно, чтобы его головка прилегала максимально плотно. Соответственно шлифовка и предназначена для устранения с поверхности различных заусенцев, неровностей и шероховатостей.
Когда требуется шлифовка: распространенные случаи
Из уже сказано можно понять, что для качественной работы блока цилиндров важно плотное прилегание головки. Если же этого не происходит, в работе двигателя могут возникнуть серьезные нарушения, которые могут проявляться в виде таких симптомов:
- В виде резкого снижения мощности силового агрегата;
- Сопровождаться утечкой моторного масла или антифриза из системы;
- Затруднительный пуск мотора;
- Частые перегревы двигателя.
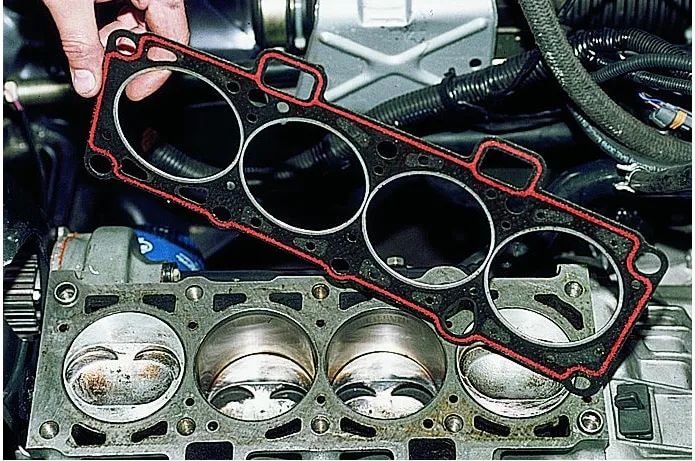
Все вышеперечисленные проблемы являются типичными для ситуации плохого прилегания головки блока цилиндров. Однако наиболее частой ситуацией повреждения головки блока цилиндров все же считается именно повреждение прокладки. При этом вполне возможно возникновение прорыва газов из камеры сгорания.
Выполнение шлифовки: в чем суть процесса?
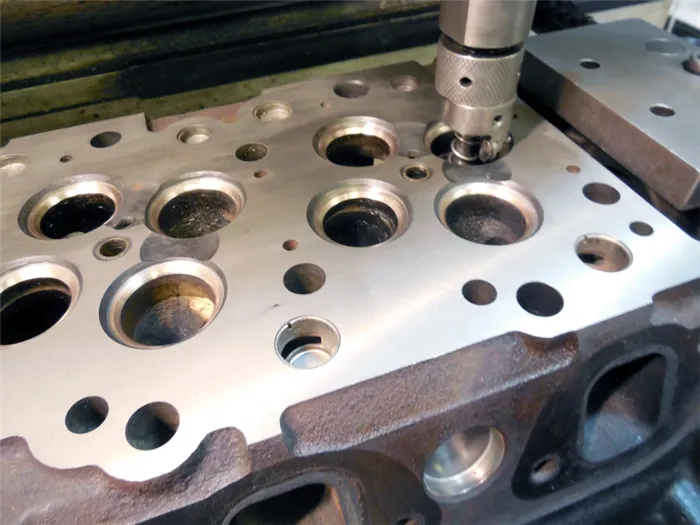
Выполнять шлифовку головки блока цилиндров лучше всего в специализированном центре, где есть все необходимое оборудование для проведения такой манипуляции. Сам же процесс шлифовки ГБЦ происходит таким способом:
- Специалистом определяется плоскость головки блока цилиндров с помощью щупа или обычной стальной линейки;
- При обнаружении неровностей проводится проверка ГБЦ на наличие крупных трещин;
- Далее выполняют поиск микротрещин и их устранение;
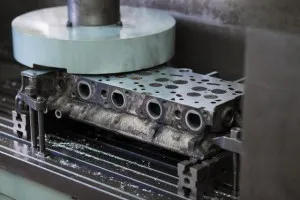
- Приступают к шлифовке на фрезерно-шлифовальном станке.
При выполнении шлифовки важен именно профессионализм исполнителя, поскольку потом от качества произведенных работ и будет зависеть герметичность всей системы.
Подробнее о том, как производят шлифовку головки блока цилиндров в этом видеоролике:
Особенно чувствительным узлом является место примыкания ГБЦ к самому блоку цилиндров. Чтобы головка могла нормально функционировать, специалисты нашего сервиса выполняют реставрацию изношенной детали. Иногда целью такой процедуры служит тюнинг для увеличения мощности и отзывчивости силового агрегата.
Варианты шлифовки ГБЦ

Шлифовка ГБЦ является тонким и долгим процессом. Лучшая шлифовка проводится в сервисных центрах на СТО, но как вариант можно сделать и в домашних условиях. Специальные приборы и приспособления стоят очень дорого. Если же брать отдаленные населенные пункты, то не всегда и простую СТО можно найти.
По сути можно разделить на ручную и механическую шлифовку. Механическая выполняется на специальных станках. Ручная шлифовка ГБЦ хоть и более долгая процедура, но требует большого терпения и усидчивости.
Подготовка к шлифовке
Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
После проведения подготовительных работ производится замена изношенных и деформированных деталей новыми. При отсутствии заводских направляющих втулок клапанов, таковые могут быть изготовлены в нашем специализированном центре ООО «МоторИнтех» из аналогичных сплавов. Всегда заменяются все резиновые детали, прокладки и сальники.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.
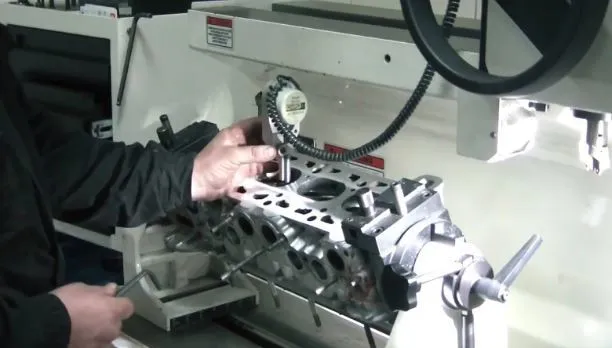
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним.
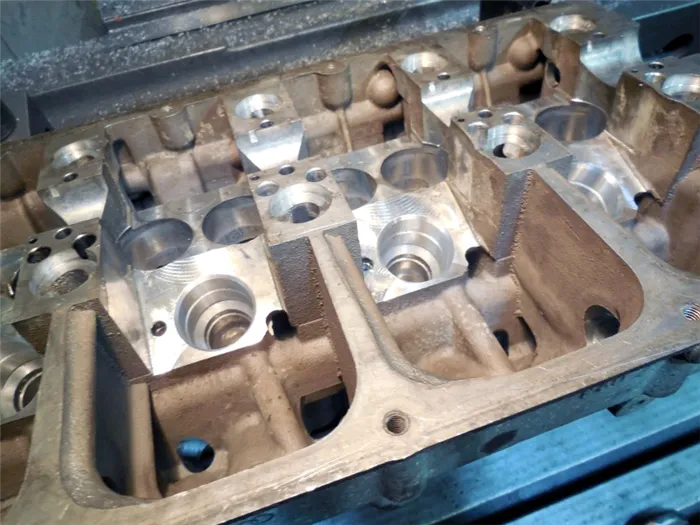
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.
Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.

ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют.
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.
При выполнении шлифовки важен именно профессионализм исполнителя, поскольку потом от качества произведенных работ и будет зависеть герметичность всей системы.
Правка рабочей фаски седла
Правка рабочей фаски седла клапана выполняется специальным инструментом с набором сменных резцов. В зависимости от рекомендации производителя резцы имеют разный угол. Они снимают необходимую фаску, выдерживая необходимый профиль кромки, которая нужна для дальнейшей притирки клапана. Обязательным условием здесь является соблюдение соосности отверстия направляющей втулки клапана с седлом ( менее 3 мкм), именно поэтому правка седла выполняется только после того, как направляющая втулка будет признанна годной.
Клапана, подлежащие по результатам измерений, дальнейшей эксплуатации перед притиркой обязательно обрабатываются на предмет восстановления правильной геометрии фаски. Биение фаски относительно стержня клапана не должно превышать 0.05 мм. Правка выполняется на специальном шлифовальном станке.
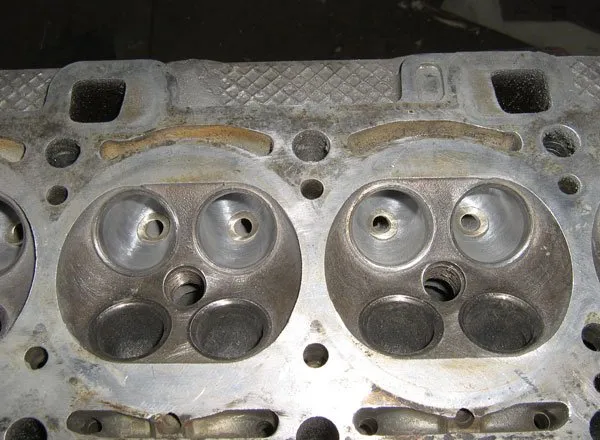
Притирание клапана
Притирка клапанов является финишной операцией и, порой, не требуется.
Притирка ведется до появления ровного пояска по всей рабочей поверхности тарелки клапана, с использованием универсальной притирочной пасты. После притирки все клапана проверяются вакуумметром на утечку. По окончании притирки головка промывается и продувается сжатым воздухом, чтобы убрать остатки притирочных паст и абразива.