Уровень антифриза снижается. Позади автомобиля можно увидеть белое облако тумана, который образуется в результате попадания охлаждающей жидкости в цилиндры. Охлаждающая жидкость начинает закипать в баке задолго до достижения требуемой температуры.
Сварка блоков ДВС: как заварить чугунный блок двигателя?
Двигатель автомобиля представляет собой сложную конструкцию, в которой все детали взаимосвязаны. Сердечник двигателя изготовлен из литого металла — чугуна, алюминия или нержавеющей стали — и представляет собой цельную конструкцию. Если здесь появляются трещины или другие повреждения, это сказывается на работе всего устройства. Если двигатель внутреннего сгорания поврежден, владельцу автомобиля придется потратить много денег на его восстановление. Большинство механиков настаивают на полной замене двигателя, даже если его можно отремонтировать, что позволяет владельцу автомобиля сэкономить много денег.
Профессиональная сварка блока двигателя позволяет быстро отремонтировать двигатель и предотвратить его дальнейшее повреждение.
Теория и практика
Трещины, восстановление стенок между цилиндрами и даже закрытие отверстия в блоке двигателя, пробитого шатуном, могут быть успешно отремонтированы с помощью сварки. Инженер должен решить в каждом конкретном случае, необходим ли такой сложный ремонт и сколько он будет стоить. Ограничением является место и характер ущерба. В некоторых случаях успешный ремонт невозможен в принципе, в других случаях затраты очень высоки.
Особенности сварки зависят от материала детали. С алюминиевыми сплавами легче работать — их температура плавления низкая, и металл легко растекается. С чугуном это гораздо сложнее. Для работы с ним нужны более высокие температуры и более дорогое оборудование.
Особенности чугуна
Чугун — необычный материал, который, несмотря на свои преимущества при плавлении, очень восприимчив к сильным вибрациям, возникающим при авариях. Поскольку блок двигателя содержит множество различных отверстий для крепления других компонентов, а каналы рубашки охлаждения переполнены, трещины могут возникнуть и в случае замерзания жидкости, используемой для снижения температуры рабочих процессов.
Чугун имеет высокие показатели жесткости и прочности и низкую стоимость производства. Чугун выплавляется из руды при более низкой температуре, чем сталь, но обладает отличными характеристиками текучести, что снижает стоимость строительных конструкций, требующих высокой прочности, и имеет объем производства, влияющий на всю национальную экономику.
Способы сварки чугунного блока цилиндров
Существует несколько эффективных методов надежного устранения небольших дефектов в виде трещин. Трудности возникают при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагревании и образованием тугоплавкого оксидного слоя. Алюминиевый блок двигателя требует определенных знаний в области газовой сварки. Если в чугуне появились трещины, существует три способа сварки литого блока:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.
Сварка чугунного блока двигателя

Цельные гильзы цилиндров изготавливаются методом литья. У этого прочного материала есть один существенный недостаток — он очень хрупкий. При ударе образуются трещины или стена полностью разрушается. Заправочные станции часто рекомендуют замену двигателя из-за незначительных дефектов, хотя трещины можно эффективно устранить путем сварки блоков двигателя (двигателя внутреннего сгорания).
Можно ли отремонтировать чугунный блок двигателя самостоятельно, как это сделать правильно, рассказывают профессионалы. Они на практике доказали, что восстановить герметичность металла и его рабочие параметры реально в мастерской со сварочным аппаратом и мастерством. Такой двигатель можно использовать в течение многих лет.

Чугун очень хорошо защищен от перегрева, обладает необходимой жесткостью и имеет большой запас прочности. Используются два типа чугуна: Серый чугун хорошо поддается сварке, белый чугун имеет высокое содержание углерода, образует неплотный шов и требует от сварщика особых навыков.
Способы сварки чугунного блока цилиндров
Существует несколько эффективных методов надежного устранения небольших дефектов в виде трещин. Трудности возникают при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагревании и образованием тугоплавкого оксидного слоя. Алюминиевый блок двигателя требует определенных знаний в области газовой сварки. Если в чугуне появились трещины, существует три способа сварки литого блока:
- при нагреве всего,
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью,
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.

Сварка блоков цилиндров
Горячая сварка
В зависимости от технологии свариваемая деталь должна быть нагрета до +600-700°C. В зависимости от технологии свариваемая деталь должна быть нагрета до +600-700°C. Это делается в специальных печах и молотами. Обученные сварщики выполняют эту процедуру на капотах с асбестовым покрытием. Для этого используются газовые горелки. При нагревании металл сохраняет пластичность и вязкость. Лучшим методом является дуговая сварка в мокрой ванне электродами МНЧ-2, ОМФ-1, ОМФ-2, ОЗЖН-1, СЧ-4.
Читайте также: Как сварить пилу
Этот процесс используется для заделки трещин в труднодоступных местах. Для герметизации дефектов в обсадной трубе просверливаются специальные отверстия. Нагрев производится медленно, так как резкое изменение температуры влияет на качество чугуна.
Холодная сварка без предварительного нагрева блока
Ремонт трещин осуществляется тремя методами:
- электродуговой с использованием флюса, присадочных чугунных прутков, графитовых или угольных электродов,
- ручным методом с использованием защитной атмосферы (аргон), электрод должен содержать графитизаторы, уменьшающие хрупкость шва,
- полуавтоматом с присадочной порошковой проволокой в атмосфере углекислого газа. Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
Технология сваривания
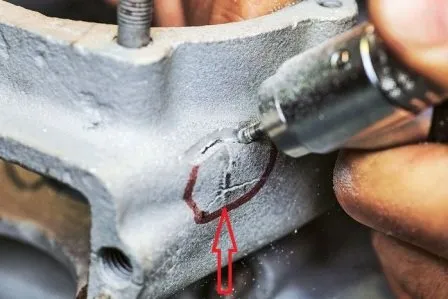
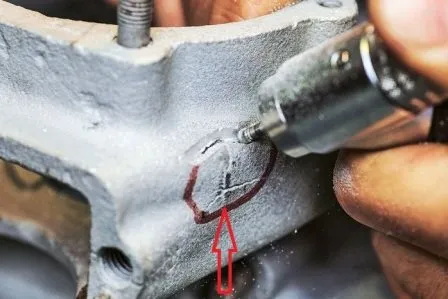
Теперь подробно о том, как заварить трещину своими руками. Как научиться ремонтировать трещины, используя инструкции по ремонту трещин. После испытания давлением воды трещина для удобства маркируется толстым слоем мелового раствора. По краям просверлены отверстия диаметром 5 мм.
Для сварки литого блока вам понадобятся:
- сварочный аппарат с регулятором силы тока или инвертор,
- 2–3 электрода, лучше приобрести универсальные Zeller 855,
- инструмент для заделки фаски,
- щетка и молоток для зачистки шва и удаления окалины.
Трещина должна быть заварена с использованием следующей техники:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Проделывая отверстие в каждом отдельном рулоне, можно сразу же устранить возможные дефекты.
Способы сварки чугунного блока цилиндров
Существует несколько эффективных методов надежного устранения небольших дефектов в виде трещин. Трудности возникают при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагревании и образованием тугоплавкого оксидного слоя. Алюминиевый блок двигателя требует определенных знаний в области газовой сварки. Если в чугуне появились трещины, существует три способа сварки литого блока:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.

Горячая сварка
В зависимости от технологии свариваемая деталь должна быть нагрета до +600-700°C. В зависимости от технологии свариваемая деталь должна быть нагрета до +600-700°C. Это делается в специальных печах и молотами. Обученные сварщики выполняют эту процедуру на капотах с асбестовым покрытием. Для этого используются газовые горелки. При нагревании металл сохраняет пластичность и вязкость. Лучшим методом является дуговая сварка в мокрой ванне электродами МНЧ-2, ОМФ-1, ОМФ-2, ОЗЖН-1, СЧ-4.
Читайте также: Как соединить металлические трубы с пластиковыми, не прикручивая и не сваривая их.
Этот процесс используется для заделки трещин в труднодоступных местах. Для герметизации дефектов в обсадной трубе просверливаются специальные отверстия. Нагрев производится медленно, так как резкое изменение температуры влияет на качество чугуна.
Холодная сварка без предварительного нагрева блока
Ремонт трещин осуществляется тремя методами:
- электродуговой с использованием флюса, присадочных чугунных прутков, графитовых или угольных электродов;
- ручным методом с использованием защитной атмосферы (аргон), электрод должен содержать графитизаторы, уменьшающие хрупкость шва;
- полуавтоматом с присадочной порошковой проволокой в атмосфере углекислого газа. Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
Технология сваривания
Теперь подробно о том, как заварить трещину своими руками. Как научиться ремонтировать трещины, используя инструкции по ремонту трещин. После испытания давлением воды трещина для удобства маркируется толстым слоем мелового раствора. По краям просверлены отверстия диаметром 5 мм.
Для сварки литого блока вам понадобятся:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Трещина должна быть заварена с использованием следующей техники:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Проделывая отверстие в каждом отдельном рулоне, можно сразу же устранить возможные дефекты.
Сварка чугунного блока двигателя

Для сварщика самым важным при ремонте отливок является достижение максимально прочного сварного шва, так как шов всегда является самым слабым местом. При сварке чугунного блока двигателя часто завариваются трещины, сколы и другие повреждения. Как правило, толщина такого блока составляет от 4 до 8 мм, поэтому рекомендуется использовать электроды толщиной 4 мм.

Электроды для сварки чугунных блоков цилиндров
Трещины в футеровке холодильных агрегатов возникают из-за того, что она может подвергаться ударам и на нее влияют процессы размораживания. Разрушение узла гильзы поршня также может привести к появлению трещин в блоке. Сначала может сложиться впечатление, что перелом можно легко исправить, но на самом деле это не так. Особые свойства чугуна предъявляют дополнительные требования к процессу сварки. Здесь также существует высокая степень сцепления, поскольку неверные движения могут разрушить весь блок. Все это может занять больше времени за счет остановок сварного шва, шлаковой сварки и других вещей. Все это делается в соответствии с ГОСТ 2246-70.

Сварка чугунных блоков двигателя в домашних условиях
Свариваемость чугуна и другие свойства
Сварка чугунных блоков двигателя полуавтоматом требует внимания ко всем особенностям обработки этого материала. Чугун — это материал с высоким содержанием углерода. Однако при воздействии температуры он начинает испаряться и вступает в реакцию с окружающими элементами, образуя CO. Когда это соединение проникает в металл, оно вызывает трещины во время сварки.

Сварка чугунных блоков
Стоит также отметить свойство быстрого охлаждения металла. В случае резкого снижения температуры, которое в данном случае может произойти естественным образом, в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Когда чугун остывает, различные структуры решетки образуют соединения. Следовательно, все эти соединения могут иметь разный объем. По этой причине могут образовываться внутренние поры.
Также стоит отметить низкую пластичность, которая приводит к перенапряжению металла, что также вызывает образование трещин. Это особенно характерно при сварке тонких металлов электродом. Металл чрезвычайно хрупок, что создает дополнительные трудности при обработке и позволяет образовываться трещинам даже при относительно низком механическом напряжении.
Причины возникновения трещин
Сварка чугунного блока двигателя аргоном часто дает результат, заделывая трещины. Но они могут возникнуть и в процессе сварки. Основная причина — резкое снижение или повышение температуры. Чтобы избежать этого, чугун необходимо медленно нагревать до и после сварки, иначе он будет слишком быстро остывать. Трещины могут образовываться из-за активного высвобождения углерода из состава при нагревании. Для предотвращения этого процесса используется флюс для замены потерянного углерода и защитные газы для предотвращения соединения углерода с кислородом.
Когда не имеет смысла проводить сварку аргоном?
В процессе эксплуатации автомобиля часто возникает необходимость замены датчика в корпусе двигателя или свечей зажигания. Может оказаться, что эти элементы слишком жесткие. В этом случае мастер или владелец может применить слишком большую силу и просто отрезать часть устройства. Если это произошло в месте установки свечи зажигания, вам придется купить новую свечу зажигания. Эти процессы происходят во время сварочных испытаний:
- мастер произведет максимально аккуратное восстановление поврежденного места, но посадочный диаметр уже невозможно сделать идеальным для свечи;
- можно использовать вариант заплавки, а затем высверливания и нарезания нужной резьбы, но также невозможно сохранить необходимую высоту установки свечи;
- если речь идет о датчике, его также просто заплавляют и не используют в дальнейшем, ведь иначе придется выполнить невероятно сложные работы по восстановлению места установки;
- при трещине в самом корпусе снаружи можно быть уверенным в том, что трещина есть и внутри, поэтому варить ее можно только в некоторых ситуациях, о которых знает специалист;
- непрофессиональная сварка аргоном принесет большие проблемы, в таком случае лучше не выполнять никаких работ с поломанным блоком цилиндров, а просто купить новый.

Аргоновая сварка выполняется вольфрамовым электродом, который нагревается до максимальной температуры около 4 000 градусов. Это требует не только большой осторожности, но и высокого профессионализма. Просто поместите электрод в неправильное место, и он просто просверлит еще одно отверстие вместо того, чтобы сварить необходимые компоненты вашего двигателя.
Заделываем трещины в головке и блоке двигателя своими силами

Читайте также: Как поменять подвесной подшипник на ваз 2107?
Со временем многие детали автомобиля изнашиваются, перестают работать должным образом или даже ломаются. Сегодня мы расскажем, как устранить трещины в головке и блоке двигателя.
Заделываем трещины в головке и блоке двигателя электросваркой
Все трещины должны быть омоложены, за исключением тех, которые проходят через седла клапанов, зеркала цилиндров и контактные поверхности между блоком и головкой. В последнем случае продукт будет выброшен, в остальных случаях мы восстановим его и будем работать над ним вместе с вами, дорогие читатели.
Прежде всего, вы должны знать, что существует несколько способов устранения дефектов. Коротко о них всех.
Ориентировочные цены на услуги
| № | Наименование работ | Количество нормо-часов | Стоимость нормо-часа (руб.) | Общая стоимость (руб.) |
| 1 | Сварка блока двигателя | 2,8 | 1200 | 3360 |
| 2 | Покраска корпуса зеркала | 1,3 | 1200 | 1560 |
| 3 | Крыло переднее — снятие/установка или замена. | 1,8 | 1200 | 2160 |
| 4 | Ремонт двери. | 2,8 | 1200 | 3360 |
| 5 | Окрас крыши. | 8,8 | 1200 | 10560 |
| 6 | Аргонная сварка сложных узлов и деталей | 2,8 | 1200 | 3360 |
| 7 | Покраска двигателя | 24,8 | 1200 | 29760 |
| 8 | Удаление вмятин PDR | 3,8 | 1200 | 4560 |
| 9 | Покраска мотора | 24,8 | 1200 | 29760 |
| 10 | Панель передняя – замена От | 3,8 | 1200 | 4560 |
Обращаем ваше внимание на то, что данный веб-ресурс (включая указанные цены на услуги) носит исключительно информационный характер и ни при каких условиях не является публичной офертой в понимании Статьи 437(2) Гражданского кодекса Российской Федерации. Стоимость работ зависит от марки автомобиля, возраста и технического состояния транспортного средства.