Перед любым ремонтом ВАЗ 2106 необходимо сначала тщательно очистить двигатель, чтобы предотвратить попадание мелких частиц и грязи внутрь. Демонтированный двигатель следует положить на безопасную полку на подходящей высоте. Необходимо иметь запасные инструменты:
Как правильно установить шатуны на ваз 2106
На нижних головках и крышках стержней следует использовать сталеалюминиевые вставки.
Закрепите вкладыши подшипников двумя кулачковыми замками в пазах вкладышей.
Зажмите шатун в тиски, раскройте его и снимите верхнюю и нижнюю упорные втулки. При сборке метка «UP» или «TOR» должна быть обращена к днищу поршня.
Маркировка на втулке отсутствует, но нижний упорный бурт всегда устанавливается наклонной стороной вниз.
Снимите ленту износа и расширительное кольцо.
Установите поршень на деревянный коленчатый шпиндель с отверстием или подвесьте его в воздухе и вбейте штифт.
Соберите шатун и поршень в обратном порядке.
Установите новый поршень. Категория поршня обозначается буквой, а категория пальца — цифрой (см. таблицу соответствия деталей).
Зазор между поршнем и цилиндром составляет 0,05 — 0,07 мм для новых компонентов. При износе максимально допустимый зазор составляет 0,15 мм.
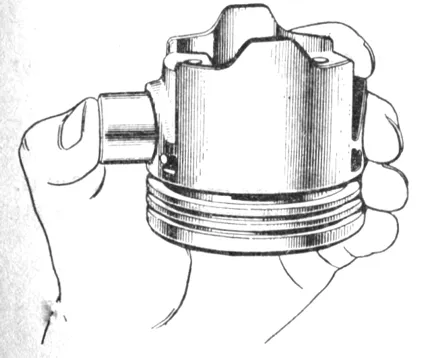
Правильно отрегулированный и смазанный палец должен входить в отверстие поршня с усилием большого пальца и не выпадать из поршня в вертикальном положении.
↑ Установка поршневых колец
Установив гильзу на цилиндр, проверьте щупом зазор в головке цилиндра. Он должен составлять 0,25-0,40 мм для всех втулок. Если зазор слишком большой, втулки следует заменить.
Зазор между гильзой и канавкой поршня также следует проверить с помощью щупа. Для верхнего упорного кольца он составляет 0,045-0,077 мм, для нижнего 0,025-0,057 мм и для сбрасывателя 0,020-0,052 мм. Максимально допустимый зазор при износе составляет 0,15 мм.
Вставьте втулки в пазы поршня и выровняйте их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
↑ Установка пальца
Нагрейте верхнюю головку стержня до 240 °C, зажав ее в тисках.
Шпильку можно предварительно заморозить в морозильной камере.
Наденьте поршень на шатун и быстро запрессуйте палец с помощью шпинделя.
↑ Маркировка на поршне, шатуне и крышке
Цифры на шатуне и крышке, обозначающей номер цилиндра, должны находиться на одной стороне, чтобы совпадать.
Метка «P» на поршне должна быть обращена к передней части блока цилиндров.
↑ Замена поршней ВАЗ 2106 своими руками видео
29.09.2015 22:34 — Дата обновления страницы.
Наши дополнительные услуги и веб-сайты:
г. Аратов
Поддержка проекта: разместите нашу кнопку на своей странице! И мы разместим вашу кнопку или ссылку на нашем сайте. Отправьте запрос на электронную почту.
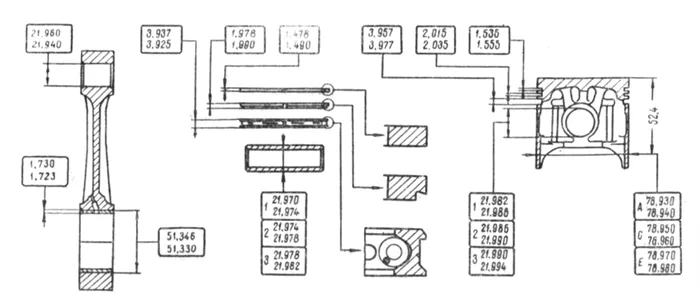
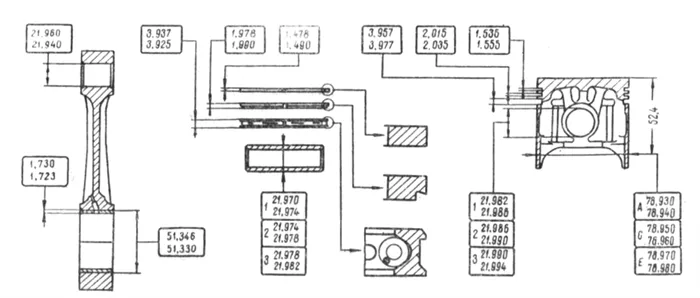
Основные размеры шатуна и поршня в сборе показаны на рисунке 2-25.
Вдавливание поршневого пальца
Штифт должен быть извлечен из пресса с помощью шпинделя A.60308 и держателя с цилиндрическим пазом, в который устанавливается поршень. Удалите поршневые кольца, прежде чем вставлять болт.
Если съемные детали лишь слегка изношены и не повреждены, их можно использовать повторно. Поэтому пометьте их при разборке, чтобы впоследствии собрать узел из тех же деталей.
Рисунок 2-25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец (С 1988 года диаметр поршня был увеличен на 0,01 мм для двигателей 2106 и 21011).
Удалите нагар с днища поршня и в канавках поршневых колец, а также отложения в смазочных каналах поршня и шатуна.
Внимательно осмотрите компоненты на предмет повреждений. Трещины любого рода на поршне, поршневых кольцах, поршневом пальце, шатуне и крышке не допускаются и подлежат замене. Если на поверхности подшипников имеются глубокие канавки или они сильно изношены, подшипники необходимо заменить новыми. Если вы не можете удалить нагар с помощью Favorit-Sh, используйте ультразвуковую очистку и Favorit Ultra и Favorit Ultra Red.
Регулировка поршня/цилиндра
Зазор между поршнем и цилиндром (на новых деталях) оценивается в 0,06-0,08 мм. Это определяется путем измерения цилиндров и поршней и достигается путем установки поршней того же качества, что и цилиндры. Максимально допустимый зазор со стороны поршня (для изношенных деталей) составляет 0,15 мм.
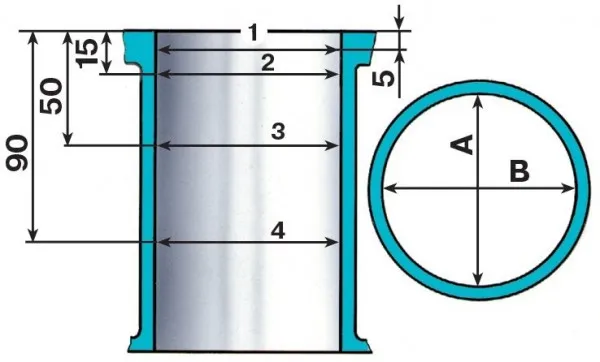
Примечание. Диаметр поршня измеряется перпендикулярно поршневому пальцу на расстоянии 52,4 мм от днища поршня (см. рис. 2-25).
Поршни делятся на пять классов (L, B, C, D, E) в соответствии с наружным диаметром на 0,01 мм и в соответствии с отверстием под поршневой палец на три класса на 0,004 мм. Категория поршня (буква) и категория отверстия в поршне (номер) выгравированы на днище поршня.
Если зазор на ранее использованном двигателе превышает 0,15 мм, необходимо отрегулировать поршни на цилиндрах так, чтобы зазор был как можно ближе к расчетному.
Поршни классов A, C и E поставляются в качестве запасных частей. Этих классов достаточно, чтобы назначить поршень любому цилиндру, так как поршни и цилиндры разделены на классы, размеры которых частично совпадают.
Рисунок 2-26. Вставка поршневого пальца осуществляется простым нажатием большого пальца
Если вы отремонтируете коленчатый вал своими руками, вы сможете сэкономить много денег на стоимости ремонта автомобиля. Поэтому стоит узнать о диагностике, ремонте и установке. Если ремонт не будет выполнен вовремя, двигатель может засориться, что приведет к более серьезному ремонту. Вот признаки, используемые для обнаружения неисправностей:
Признаки неисправности
Первые две неисправности связаны с износом коренных и шатунных подшипников. В этом случае расстояние между кривошипом и гильзой увеличивается, что приводит к снижению давления масла. Если расстояние слишком велико, конец вала может заклинить, что вызовет металлический шум в двигателе. Если двигатель заглох, необходимо заменить коленчатый вал. Чтобы диагностировать состояние коленчатого вала, его необходимо разобрать и очистить; лучше всего снимать деталь вместе с двигателем.
- при работающем моторе не гаснет лампочка контроля уровня масла, что говорит о снижении давления масла в системе;
- на средних и высоких оборотах слышится металлический стук в двигателе, который увеличивается с возрастанием количества оборотов;
- заклинивает двигатель.
Для проверки лучше снять деталь с автомобиля ВАЗ 2106.

После снятия следует провести визуальный осмотр шеек и втулок, на основании которого будет принято решение о необходимости их шлифовки или замены. Для осмотра не требуется специальных инструментов, его можно отследить путем пальпации. Если на валах обнаружены царапины и износ, заготовку следует просверлить. Сверление можно выполнять 4 раза. Каждое сверление увеличивает размеры втулки кривошипа на 0,25 мм. После разборки коленчатого вала осмотрите вкладыши, чтобы выяснить, допускают ли они сверление. Если отверстие никогда не шлифовалось, вкладыши подшипников должны быть промаркированы без номеров.
Главный подшипник в ВАЗ 2106

Если обнаружены трещины, коленчатый вал подлежит замене. Можно отдать на сварку, но обычно восстановленные детали не выдерживают более 50 тысяч километров. После сверления необходимо отполировать оси. Затем оси и коленчатый вал необходимо промыть бензином. Также необходимо тщательно очистить масляные каналы, чтобы в подшипники не попадали загрязнения. После промывки бензином маслопроводы следует очистить сжатым воздухом.
Для нижних головок и крышек стержней следует использовать сталеалюминиевые оболочки.
Замена поршней ВАЗ 2106
На нижних головках и крышках стержней следует использовать сталеалюминиевые вставки.
Закрепите вкладыши подшипников двумя кулачковыми замками в пазах вкладышей.
Зажмите шатун в тиски, раскройте его и снимите верхнюю и нижнюю упорные втулки. При сборке метка «UP» или «TOR» должна быть обращена к днищу поршня.
Маркировка на втулке отсутствует, но нижний упорный бурт всегда устанавливается наклонной стороной вниз.

Снимите ленту износа и расширительное кольцо.
Установите поршень на деревянный коленчатый шпиндель с отверстием или подвесьте его в воздухе и вбейте штифт.
Соберите шатун и поршень в обратном порядке.
Установите новый поршень. Категория поршня обозначается буквой, а категория пальца — цифрой (см. таблицу соответствия деталей).
Зазор между поршнем и цилиндром составляет 0,05 — 0,07 мм для новых компонентов. При износе максимально допустимый зазор составляет 0,15 мм.
Правильно отрегулированный и смазанный палец должен входить в отверстие поршня с усилием большого пальца и не выпадать из поршня в вертикальном положении.
↑ Установка поршневых колец
Установив гильзу на цилиндр, проверьте щупом зазор в головке цилиндра. Он должен составлять 0,25-0,40 мм для всех втулок. Если зазор слишком большой, втулки следует заменить.
Зазор между гильзой и канавкой поршня также следует проверить с помощью щупа. Для верхнего упорного кольца он составляет 0,045-0,077 мм, для нижнего 0,025-0,057 мм и для сбрасывателя 0,020-0,052 мм. Максимально допустимый зазор при износе составляет 0,15 мм.
Вставьте втулки в пазы поршня и выровняйте их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
Как демонтировать поршневую самостоятельно
Совет: Крышки и шатуны подбираются парами и имеют последнее клеймо в собранном состоянии, поэтому на них нанесен номер цилиндра, и они не могут быть заменены. При сборке убедитесь, что номера выровнены и направлены в одну сторону.
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Это важно: крышки коренных подшипников помечены символом опасности, очень важно, чтобы они устанавливались только в правильном положении, так как они не взаимозаменяемы, как это предписывает техника сверления и инструкция по сборке.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
Диаграмма для измерения диаметра цилиндра
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов. Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
При необходимости замены поршней ВАЗ 2106 отверстия в цилиндрах рассверливаются по одному из пяти стандартных размеров, определяющих класс точности, который обозначается латинскими буквами:
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы. Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
- Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины. Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
- Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
При выборе поршневого пальца следует ориентироваться на цветную маркировку на конце пальцев, которая обозначает три категории с разницей в диаметре в четыре микрометра:
- В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Поршневой палец смазывается моторным маслом и должен входить в отверстие поршня с легким усилием пальца и не выпадать под действием своего веса. Если третий штифт выпадает, поршень необходимо заменить. Выбранные поршни не должны отличаться по весу более чем на 2,5 грамма. Вес обычно указывается на дне. При необходимости вес можно отрегулировать, подточив поршень в точках, указанных стрелками. Глубина углубления не должна превышать 4,50 мм из номинальных 59,4 мм.
- A 79,00-79,01 мм.;
- B 79,01-79,02 мм.;
- C 79,02-79,03 мм.;
- D 79,03-79,04 мм.;
- E 79,04-79,05 мм.
Подбор деталей одного размера, их совмещение
Места, где можно удалить металл для регулировки веса поршня.
- Синяя 21,970-21,974 мм.;
- Зеленая 21,974-21,978 мм.;
- Красная 21,978-21,982 мм.
Совет: В случае непредвиденной задержки, например, если булавку случайно уронили, лучше нагреть ее еще раз.
Также должен быть некоторый люфт при регулировке колец в канавках, который следует проверить с помощью калибра:
- Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0 С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой. Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Конструкция поршней обеспечивает плавный переход V.M.T. за счет перемещения отверстия пальца вперед в диск на 1,2 мм относительно оси симметрии. Поэтому поршни маркируются меткой, стрелкой или буквой «П», указывающей на сторону, которая должна идти вперед при сборке.
- После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
- Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
В этом видео показаны тонкости сборки коленчатого вала и поршня ВАЗ 2106.
- Верхнее компрессионное кольцо 45-80 мкм.;
- Второе компрессионное 25-60 мкм.;
- Маслосъемное кольцо 20-55 мкм.
Современные материалы и технологии производства компонентов позволяют двигателю работать в очень сложных условиях. Максимальная скорость вращения коленчатого вала составляет сто оборотов в секунду. В этом случае поршень и шатун движутся дважды за оборот (двести раз в секунду) со скоростью до 30 м/с и так же часто полностью останавливаются, вызывая огромные циклические инерционные нагрузки (при таком ускорении вес увеличивается более чем в тысячу раз). Поэтому инженеры стараются сделать поршень как можно легче, изготавливая его из алюминиевого сплава с литой стальной пластиной для компенсации тепловых деформаций. Поршень имеет ребра жесткости и твердое анодирование до зоны сгорания, которое защищает нижнюю и верхнюю канавки компрессионного кольца от прогорания. Трение снижается благодаря самым современным маркам смазочных материалов с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега, заменяйте поршень ВАЗ 2106. Лучше это делать при появлении первых симптомов:
Видео «Сборка поршневой группы на ВАЗ 2106»
Эксплуатация автомобиля с признаками износа может привести к повреждениям, требующим капитального ремонта, что многократно увеличивает цену.
 Подробная инструкция по замеру компрессии в цилиндрах двигателя на ВАЗ 2106
Подробная инструкция по замеру компрессии в цилиндрах двигателя на ВАЗ 2106 Все об установке и замене трамблера на ВАЗ 2106: просто о сложном
Все об установке и замене трамблера на ВАЗ 2106: просто о сложном Ремонт и установка коленвала в автомобиле ВАЗ 2106 своими руками
Ремонт и установка коленвала в автомобиле ВАЗ 2106 своими руками
Ремонт поршневой: на что следует обратить внимание
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки будет трудно предотвратить попадание внутрь песка и грязи. Двигатель должен быть установлен на устойчивой подставке на подходящей для работы высоте. Приготовьте тряпку, ящик для инструментов и инструменты:
Совет: Перед ручной разборкой пометьте все компоненты сверлением и сфотографируйте исходное положение с номерами и метками снятых компонентов, чтобы при необходимости их можно было установить обратно.
Как демонтировать поршневую самостоятельно
Совет: Крышки и шатуны подбираются парами и имеют последнее клеймо в собранном состоянии, поэтому на них нанесен номер цилиндра, и они не могут быть заменены. При сборке убедитесь, что номера выровнены и направлены в одну сторону.
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Это важно: крышки коренных подшипников помечены символом опасности, очень важно, чтобы они устанавливались только в правильном положении, так как они не взаимозаменяемы, как это предписывает техника сверления и инструкция по сборке.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
Диаграмма для измерения диаметра цилиндра
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов. Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Таблица размеров поршневых колец
Таким образом, незаметно была достигнута еще одна цель: завод ознакомился со спецификой производства поршневых колец, а сотрудники приобрели навыки, которые пригодятся им в дальнейшем. А в 1986 году ВАЗ начал производить собственные поршневые кольца. После начала производства автомобиль был омологирован, а качество вкладышей «ВАЗ» соответствовало японским и международным стандартам. Кстати, то же самое позже подтвердили и эксперты, посетившие Волжский автозавод. А что произошло в отделе обслуживания? После открытия нового цеха часть оборудования вернулась в Мичуринск, а другая часть была продана «КАМАЗу». Проектная мощность, достигнутая новым заводом в 1988 году, составила 12,3 миллиона поршневых колец в год, что эквивалентно 4 миллионам комплектов цилиндров или 1 миллиону комплектов автомобилей. Из них 8,8 млн. лайнеров отправились на основной перевозчик, а 3,5 млн. в качестве запасных частей. Как известно, полный комплект состоит из трех вкладышей — верхнего компрессионного кольца, нижнего компрессионного кольца и скребкового кольца, а автокомплект включает в себя четыре комплекта цилиндров. Исключением является «Ока», которая состоит из трех комплектов втулок, в зависимости от количества цилиндров в двигателе. Втулки изготавливаются для всех моделей двигателей, включая «Оку». Кроме того, технология позволяет производить втулки для прототипов двигателей.
В любом автомобиле двигатель является самым важным компонентом. Безопасность вождения, срок службы автомобиля и комфорт водителя и пассажиров во время движения зависят от надежной работы силового агрегата. Если из выхлопной трубы позади автомобиля поднимается пузырящийся дым, это указывает на проблему с двигателем. В большинстве случаев в этом случае требуется замена поршня в автомобиле ВАЗ 2112. В этой статье вы узнаете, как заменить поршневые кольца на автомобиле ВАЗ 2112, если работа выполняется своими руками.
ВАЗ 2112: зачем нужна замена поршней